The Study of Bio-Fuel Generation and Characteristics Analysis from Jatropha, Karanja and Styrax Officinalis L Seed Cakes
Minal Deshmukh1,*, A. B. Marathe2 and Dinesh Bhutada3
1School of Petroleum Engineering, MIT World Peace University, Pune, India
2Principal, HVPM College of Engineering, Amravati, India
3School of Chemical Engineering, MIT World Peace University, Pune, India
E-mail: minal.deshmukh@mitpune.edu.in
*Corresponding Author
Received 01 December 2020; Accepted 15 May 2021; Publication 15 July 2021
Abstract
Because of their high oil content in the kernel and ability to reduce greenhouse gas emissions, non-edible Jatropha, Karanja, and Styrax officinalis L seeds are primarily used in biodiesel production. Outstanding demand for biodiesel, as well as a huge amount of waste, is growing year after year. As a result, the research analysis includes the hydrolysis, saccharification, and fermentation of non-edible de-oiled cakes derived from the aforementioned plants. The study research includes the generation of bio-ethanol from non-edible cakes, as well as the de-oiled seed kernel, which is incubated at 200C, 25C, 30C, 35C, with pH 4, 5, 6, 7, and a holding time of 24 hours to produce the solid fuel. The compound cake is then fermented for 72 hours at 28C with Saccharomyces cerevisiae with a PH range of 5 to 6, and the substrate is autoclaved for 5 minutes at 15 psi pressure. Furthermore, this research study performed centrifuge harvesting at 10,000 rpm for 10 minutes at 4C. The study’s findings demonstrate the time-related conversion of sugar (DNSA) and alcohol production (potassium dichromate) treatment, which outperforms the prior acid hydrolysis process.
Keywords: Jatropha seeds, Karanja seeds, Styraxofficinalis L seeds, biodiesel, de-oiled cakes, saccharification, fermentation, hydrolysis.
Nomenclature List
| Parameters | Explanation |
| DNSA | Dinitrosalicylic acid |
| CI | Compression-Ignition |
| ASTM | American Society for Testing Materials |
| EN | European standards |
| NOx | Nitrogen Oxide |
| KA | Kayea assamica |
| TGA | Thermo Gravimetric Analysis |
| BET | Brunauer-Emmett-Teller method |
| NESC | Non-Edible Seed Cake |
| CO, H, CH, CO, O | Carbon Monoxide, Hydrogen, Methane, Carbon dioxide, Oxygen |
| PPM | Parts per million |
| UV | Ultraviolet |
| FFD | Factorial Fractional Design |
| HPLC | High-Performance Liquid Chromatography |
| YPD | Yeast extract Peptone Dextrose |
| ADL | Lignin Acid Detergent |
| ADF | Acid Detergent Fiber |
| CTAB | Cetyl Tri-methyl Ammonium Bromide |
1 Introduction
Globally, all energy-consuming sectors, including industry, power, and transportation, are currently experiencing exponential growth. The majority of this energy demand is met by various fossil fuels such as coal, gasoline, and diesel. It is estimated that the world population will exceed 9 billion by 2040, necessitating greater use of energy resources and a 56% increase in fuel consumption. The need for petroleum-based fuels in the existing market is expected to be depleted before 2090. To respond to its over-exploitation in terms of usage, significant environmental concerns such as global warming have been created [1]. Furthermore, over 90% of the world’s mobility is dependent on this type of fuel. As a result, focusing on renewable fuel alternatives is required to address such issues.
Bio-fuels emerged as an unexplored option, and there has been a surge in interest in their research and application in recent years [2]. Bio-fuels are fuels derived from natural sources known as bio-mass, which refers to all organic matter that originated immediately in the biological processes of current living creatures and includes commodities of both vegetable and animal origin [3]. Bio-fuels include alcohols, ethers, esters, and other chemical compounds. These bio-energetics can be found in a liquid, solid or gaseous state and are intended to release, via a combustion reaction, with energy stored in their chemical components. As per [4], there are various types of biofuels, which are typically categorized in different ways: (a) raw materials, (b) processing technology, (c) expected use (bio-ethanol, biogas, bio-turbo sin, biodiesel), (d) development (first, second, third, and fourth) among others [5].
Despite its extremely high viscosity in the order of 226.2 cSt and higher water content, the operation of neat castor oil in a compression ignition ( CI) engine is complicated, creating fuel atomization and cold starting problems. After the engine has been properly warmed for 20 minutes at full load with diesel, the CI engine can run with neat castor oil. The transesterification process [6] will be used to turn neat castor oil into biodiesel from a better perspective. Owing to the very high viscous nature and high free fatty acid content in tidy Styraxofficinalis L oil, this requires a tedious, lengthy chemical retention process that takes time. Biodiesel, when produced, seems to have a viscosity 3 to 4 times greater than gasoline and fails to follow restricted ASTM requirements on fuel’s physical properties. In [7] conducted turbine strength analysis for Styraxofficinalis L biodiesel fuel of 1000 h, also reported increasing carbon concentrations and material development. Many researchers [8] extensively proved Styraxofficinalis L oil biodiesel-diesel mixture in the CI engine for this problem; Styraxofficinalis L oil biodiesel is mixed to 5–30% (besides quantity) as well as the values were achieved to be promising in terms of improved performance. In terms of broader supply, non-edible renewable energy, Styraxofficinalis L oil has several advantages.
Styraxofficinalis L oil proved to be successful in improving engine lubrication owing to the peak content of ricinoleic acid [9]. In addition to the known transesterification process, previous researchers have investigated various unconventional techniques like the addition of hydrogen, preheating [10], oxygenate combination [11], low heat rejection [12], and low viscous fuel blending [13]. Amalgamation by small glutinous bio-fuel is easy and efficient among these blends, gives the elevated instability of those radiance fuels [14]. Bio-fuels like pine oil, eucalyptus oil, orange oil, and camphor oil contain small stickiness and thus help increase combustion [15]. By mixing 20 to 50% through a quantity of those low-viscous fuels with other high-viscous bio-fuels or their biodiesel, diesel engines have successfully run continuously with improved efficiency compared to diesel/biodiesel engines. Brake thermal performance increased by around 2–8% with the addition of low viscous fuel depending on different factors such as load, low viscous fuel concentration, and other parameters of the engine. However, due to the low number of low viscous oils, the main downside found by all the researchers is high NOx emissions. It is also important to consider the issues of cold starting and poor lubrication associated with the use of these fuels [16].
India has enacted this necessity with all industrial effluents which combine 10% fuel of gasoline and diesel, 5% of which have immediate effect. Now it’s a difficult challenge around for state addition to providing [17] as well as export mass biomass at fair rates to the petroleum industry to fulfil this requirement. Bio-ethanol is currently produced in India only through the industrial conversion of sugar molasses into ethanol, which is not even sufficient to meet the demands of chemical industries and breweries. At the same time, large amounts of non-edible oil seeds such as Jatropha, Karanja, and Styraxofficinalis L are processed to produce biodiesel and other chemical derivatives, leaving as waste de-oiled cake.
Every tone of biodiesel results in around 2 tons of de-oiled cake. Unnecessary Jatropha, Karanja, Styraxofficinalis L de-oiled cakes obtained as waste from the production of non-edible vegetable oil or biodiesel are often a serious problem of waste disposal, which can lead to fly and rat problems around the processing space, if there are no plans [18] to use the waste, it should be buried far away from the processing. Conversion of inedible de-oiled cake to bio-ethanol can serve as a technique for reducing waste. There are a variety of possibilities [19] for the use of some forms of solid agricultural waste, but there is no proof as yet that any of these is economic.
Understanding the works of various authors, Chidambaranathan et al. [20] demonstrated that biodiesel can be produced from castor oil, and literature findings result in similar oil properties, locomotive efficiency, and emission parameters to those of diesel. However, the review was limited to a single non-edible oilseed. TGA analysis was used by Gogoi et al. [21] to examine the contents of seedcake (a bio-fuel process waste) from Kayea assamica (KA). The difference in product yielded with the temperature of the pyrolysis was also observed. Even the pyrolysis system’s energy efficiency system and BET Biochar analyses were also analyzed for activated carbon preparation. Yet it lacked major performance analysis. Baranitharan et al. [22] showed that the footbrake thermal competence was improved by a large quantity of oxygen substance combined in pyrolysis oil and the brake-specific fuel consumption was reduced compared to diesel (F0). Ha et al. [23] defined and categorized differentially expressed genes linked to lipid and toxic compound biosynthesis among four stages of seed growth. Shet et al. [24] adopted Pongamia’s non-edible seed cake (NESC) for hydrolyzing and optimized the hydrolysis mechanism by the methodology of response surface (RSM). But these three methods showed poor optimization concerts. Thiagarajan et al. [25] used a portable gas analyzer for the analysis of the produced syngas for its chemical composition (CO, H2, CH4, CO2, and O2) with decreased PPM quantity in exhaust emission.
As a result, existing waste disposal methods are insufficient to meet rising demand and are not cost-effective. Furthermore, their optimization results demonstrated poor performance. As a result, in addition to molasses and grains, the time has come to increase alcohol production using non-edible de-oiled cakes, as agricultural waste is abundant. As a result, this study focused on a microorganism/chemical technology that can convert bio-ethanol and residual solids from non-edible de-oiled cakes into organic manure. And the major intention of the research is to study the hydrolysis, saccharification (combined chemical and enzymatic process), and fermentation process for non-edible de-oiled cakes of Jatropha/Karanja/Styraxofficinalis L seeds. This research study includes the kinetics of the proposed process, the separation (distillation) of the liquid fraction and the analysis (gas chromatography) of the distillate, the comparison of distillate fuel properties with bio-ethanol, and the properties of organic matured residue strong. Finally, the analysis calculates the material balance of the operation. Based on the above issue, the research study examines the combination of chemical and biochemical conversions for useful products derived from non-edible de-oiled cakes.
2 Analysis for Chemical and Biochemical Conversions From Non-Edible De-Oiled Cakes
The present research proposes to study the utilization of de-oiled cakes for bio-ethanol production and organic manure composting. Figure 1 illustrates the processing of cake obtained as waste from the biodiesel plant. The method of starch hydrolysis of non-edible de-oiled bean cake by cellulose, amylase, and pullulanase acid or enzymatic combination is studied and followed by fermentation with cervessesaccromycessene. The ethanol is isolated by vacuum distillation from the fermented substrate. UV spectrophotometer analyzes the bio-ethanol obtained. The residue obtained after distillation is analyzed as organic manure and obtains the proposed ratio C: N. Due to the risk of side reactions by chemical treatment or detoxification of Styraxofficinalis L cake, enzymatic treatment is considered to be a safer treatment for saccharification. The bio-ethanol obtained via the above process has been cast-off towards the biodiesel plant’s transesterification.
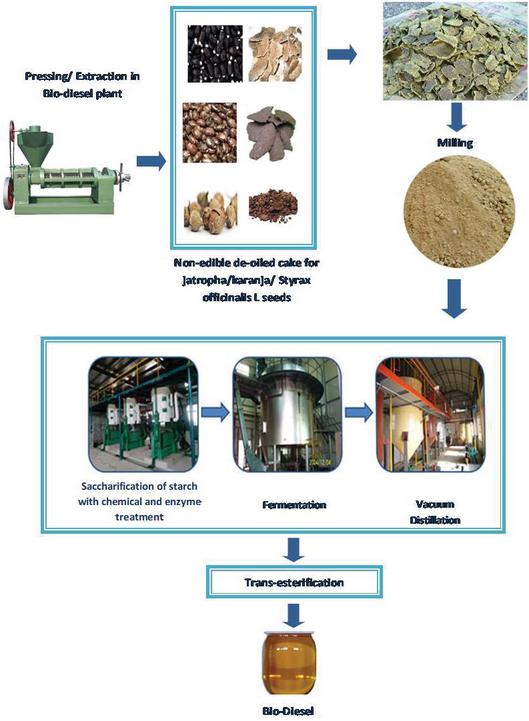
Figure 1 Overall structural design of the study.
2.1 Study of the Process for Non-edible De-oiled Cakes of Jatropha/Karanja/Styraxofficinalis L Seeds
In this section, the research analysis performs the various processes of non-edible de-oiled cakes, and their combined chemical and enzymatic procedures are enlightened. Initially, the analysis for starch content from cakes is accomplished by the dry weight %age of starch measured according to the enzymatic-colourimetric method containing amylose and amylopectin blends. Chemical hydrolysis is performed in autoclave form (model 103; 4000 W Fabbe-PrimarTM, Brazil) using 250 mL conical flasks containing 10 g CBC (dry base) suspended in dilute sulphuric acid. Screening experimental design is produced according to the Factorial Fractional Design (FFD) 3k-1 considering the solid-liquid ratio 1:6. The independent variables have been: time, sulphuric acid concentration, and temperature. The dependent variable of sugar concentration is illustrated in Table 1.
Table 1 Sugar concentration on dependent variables
| Properties | Methylic Process | Ethylic Process |
| Conversion (oil biodiesel) | 97.5% | 94.3% |
| Variation power in relation to diesel | 2.5% | 4.0% |
| Alcohol consumption (kg) per 1000 L of biodiesel | 90 | 130 |
| Glycerin produced | 0.87% | 1.40% |
| Reaction temperature | 60C | 85C |
| Variation consumption in relation to diesel | 10% | 12% |
| Residence time | 45 min | 90 min |
| The average price of alcohol, US$ / m | 200 | 370 |
Based on the properties of the methylic and ethylic process the study next performs the testing and feed material analysis.
2.1.1 Testing methods and feed material
Samples of non-edible de-oiled cakes (Styraxofficinalis L/Karanja/Jatropha) are taken from the Jayant agro organics Ltd.” and dried at 50.c for 24 hours. The unprocessed oil from the cake is extracted on the sox let extractor to de-oil it. During the pyrolysis analysis, the collected de-oiled cakes are powdered using the mini household grinder to mitigate the effects of heat transfer. Thus the powdered samples are dried and desiccated by air before being characterized and analyzed further.
The other chemicals /enzymes used for the work are as follow,
(1) Sulphuric acid (CheMBL572964)
(2) Thionyl Chloride
(3) Calcium carbide (6352-Pubchem)
(4) Tricoderma (Fungi - Sordariomycetes)
(5) Cellulase /Amylase (Aspergillus niger)
(6) Saccharomyces Cerevisiae (Yeast).
Enzymatic treatment of non-edible de-oiled cakes is elaborately explained below, in which the treatment undertook major two concerns as enhancement of lipase enzyme development by germination and consumption of seed lipase powder crude germinated.
(a) Enhancement of lipase enzyme development by germination
The germinated seeds, with some modifications, are prepared. Seeds are soaked at area warmth for 12 hrs in phosphate buffer at pH 7, air-dried, and dehydrated for 24 hrs at room temperature. The soaked seeds are scattered over a cotton-covered tray. They have been approved to germinate. The seeds are harvested when the length of the germinated seeds is around 2–2.5 cm long. To remove the eggs, the germinated seeds are carefully cracked. The seed kernels (20 g) were crushed for 10 minutes using a homogenizer at 5200 rpm and then dried as crude germinated seed lipase in a hot air oven at 40C, which was held at 18C.
(b) Consumption of seed lipase powder crude germinated
Erlenmeyer is added with one g of crude germinated seed lipase powder containing 5 g of defatted seed meal and 40 mL of phosphate buffer pH 7.0.0. The suspension is incubated at 30 C for 12 hours in a trembling stream tank. By throwing the Erlenmeyer into the ice bath, the reaction is terminated. By filtering the suspension, seed cake residue is collected. HPLC further extracts and analyses phorbol esters in residues.
2.1.2 Feed material analysis
Feed material analysis performs through estimation of moisture content by utilizing standard methods, based on that the humidity substance of de-oiled cakes has been found. After calculating the initial moisture content, the moisture-free amount of de-oiled cake is considered as total solids. At last sugar, the reduction is analyzed by the DNSA method with 1:1 dilution. Here, dissimilar absorption on sugar 30%, 40%, 50%, 60%, 70% are taken in YPD media. 24 hr old inoculums (0.1 ml) of yeast have been supplementarily intended for the analysis of sugar forbearance of yeast S. cerevisiae. pH will be adjusted to 5. Ocular compactness will be in use after 48 hr on a digital colorimeter at 600 nm.
2.1.3 Raw material characterization
Jatropha, Styraxofficinalis L, and Karanja non-edible seed cakes are subject to a broad variety of analytical processes and are noted for the recognition of improvements in solid materials. Information on the physical and chemical characteristics of the raw materials is given in the immediate and final study. The dampness substance, ash substance as well as unstable substance of the non-edible seed cakes are calculated by protocols ASTM D 3174, ASTM D 3173, and ASTM D 3175 in the case of contiguous analysis. Using an oven, the damp substance of the models is collected by drying until a constant weight is reached. After slow combustion of the samples in a lab furnace, the ash substance and unstable substance are determined. Finally, the samples’ fixed carbon content is resolute by manipulating the difference in the weight of the samples.
It specifies the biochemical composition of Jatropha, Karanja, and Styraxofficinalis L seed cakes, such as the quality of cellulose, hemicelluloses, and lignin. Lignin is measured by estimating ADL (lignin acid detergent), a residue obtained with 72% H2SO4 after treatment with ADF (acid detergent fiber). Although ADF is the deposit after treating the biomass with an acid detergent solution (Cetyl tri-methyl ammonium bromide (CTAB) in H2SO4 solution) and NDF is the natural detergent fiber residue after-treatment of the biomass containing all the cellulose, hemicelluloses, and lignin with a neutral detergent solution consisting of sodium lauryl sulfate and EDTA. Hemicellulose is determined until the lignin is measured by deducting the difference between NDF and ADF. Finally, with the elimination of the number of hemicelluloses and lignin material, cellulose is measured. From the aforementioned things of testing and feed material analysis, the study processed the bio-ethanol generation from non-edible cakes.
2.2 Process of Bio-ethanol Generation from Non-edible De-oiled Cakes
Research is carried out to discover the prospective of bio-ethanol generation from non-edible Jatropha and Karanja de-oiled cakes, Styraxofficinalis L seeds. The purpose of the study is to determine the different operating parameters of bio-ethanol generation from non-edible oilseed cakes under anaerobic conditions. Thionyl chloride (0.01% wt. basis) is applied before the pretreatment of the cake to turn amorphous cellulose into glucose by acid hydrolysis, during this situation hydrogen chloride has to be induced.
| (1) |
The partially degraded mass is acidic. For biodegradation, cellulose (1% wt. basis) is added. It is mixed with water (1:2) and calcium carbide (1% wt. basis) is added. To form calcium hydroxide and acetylene, the calcium carbide reacts with water. Calcium hydroxide carries pH up to 7.5 and acetylene to biochemically assist in saccharification in analogues of ethylene.
| (2) |
In the laboratory conditions, chemical / biochemical degradation and fermentation of non-edible de-oiled cakes were performed with 5-litre glass fomenters under the mesospheric range. In the ethanol fuel production process, Saccharification attains breaking down complex carbohydrates into monosaccharide components.
2.2.1 Saccharification of starch with chemical & enzymatic treatments
Up to 1.5% (on a wt. of cake) of the non-edible de-oiled cake is treated with the chemical reagent calcium carbide. To produce gas and lime, the chemical reacts with the dampness substance of the cake. The in-situ shaped gas chemically partially degrades the contents of the cake. The microbe mixture containing amylase, cellulase, pullulanase is added up to 5% and allowed to react for 24 hours in an airtight steel vessel. Water limit is applied up to 10% of the mass and the correctly mixed mass is retained for 24 hours. For further fermentation, it is diluted in 1:1.
(a) Optimization of pH
Saccharomyces cerevisiae should be inoculated at various pH levels such as 4,5,6,7, and optimal growths are measured using a digital colorimeter absorbance measurement at 620 nm before and after incubation for 24, 48, and 72 hours, respectively.
(b) Optimization of temperature
In S. Cerevisiae are incubate at varying temperatures of 20C, 25C, 30C, 35C. Optimum growth is being tested by digital colorimeter absorbance measurement at 620 nm before and after incubation at 24 hours. After saccharification, fermentation, and separation of bio-ethanol by vacuum distillation is achieved in the study.
2.2.2 Compost fermentation and separation of bio-ethanol by vacuum distillation
The above-composed cake is fermented with Saccharomyces cerevisiae, with a pH range 5 to 6 at 28C during 72 hours. Then they autoclaved the media at 15 psi pressure for 5 minutes. Centrifuge harvesting is carried out at 10,000 rpm for 10 minutes at 4C. The time-related conversion of sugar (DNSA) and alcohol created (potassium dichromate) has been analyzed.

Figure 2 Separation of bio-ethanol by vacuum distillation.
Vacuum distillation of the fermented compost cake measured up to 55C and 75 mm Hg. One hundred gm. 25 ml of ethanol is given by CBC and organic manure is the residual mass. Thus it is illustrated in Figure 2. Generated and separated bio-ethanol is then estimated in the analysis derived from that the preparation of standard curves.
2.3 Estimation of Ethanol and Preparation of Standard Curves
The content of alcohol in the distillate is analyzed by the potassium dichromate and UV spectrophotometer system. Then an analysis of yeast tolerance to alcohol has been performed. Alcohol (absolute ethanol) in various amounts is being added.

Figure 3 UV Spectrophotometer (LT-2900, Wavelength range-190-1100NM].
To determine the resistance of the yeast strain (S. cerevisiae) to alcohol, this experiment was conducted as per the description of Figure 3. Alcohol in various concentrations will be added along with the YPD media. In the media, 0%, 5%, 10%, 15%, 20%, 25% and 30% alcohol (ethanol) is added. pH value is changed to 5. Also, contain inoculums (0.1 ml) to each test tube and incubate at 25C. O.D. is taken after 24, 48, and 72 hrs on a 600 nm Optical Colorimeter. Residue analysis of de-oiled cakes was performed at the analytical laboratory of Krishi Vigyan Kendra (B/15/561) for the C: N ratio according to organic fertilizer requirements. At last, the study analysis proved the competence of the work based on experimentation, which is the following section.
3 Results and Discussion
The nearby analysis shows the characterization of any substance by volatile problems, fixed carbon content, ash content, and moisture content that help to understand the fuel quality of solid materials. The strong materials are high volatile content resulting in a more volatile form than solid fuels, while during pyrolysis there is less loss due to the fixed carbon content.
| Parameters | Explanation |
| DNSA | Dinitrosalicylic acid |
| CI | Compression-Ignition |
| ASTM | American Society for Testing Materials |
| EN | European standards |
| NOx | Nitrogen Oxide |
| KA | Kayea assamica |
| TGA | Thermo Gravimetric Analysis |
| BET | Brunauer-Emmett-Teller method |
| NESC | Non-Edible Seed Cake |
| CO, H, CH, CO, O | Carbon Monoxide, Hydrogen, Methane, Carbon dioxide, Oxygen |
| PPM | Parts per million |
| UV | Ultraviolet |
| FFD | Factorial Fractional Design |
| HPLC | High-Performance Liquid Chromatography |
| YPD | Yeast extract Peptone Dextrose |
| ADL | Lignin Acid Detergent |
| ADF | Acid Detergent Fiber |
| CTAB | Cetyl Tri-methyl Ammonium Bromide |
3.1 Initial Analysis of Non-edible De-oiled Cakes
The related study showed the predominance of the biomass with volatile matters. The quality of the moisture could also affect the thermal properties of the biomass. High moisture content, which further causes energy loss by decomposition during storage, could also affect the conversion efficiency of any thermochemical process and the heating value of the biomass. However, the dampness substance is a little less than 8% in the case of these three cake residues. Throughout the preliminary stage of paralysis reactions, minimal weight loss of samples could be attributed to moisture desorption as the bound water on the surface and the sample micropores.
Eventually, after 200C, the weight loss abruptly increased, which could be due to the decomposition of oil cakes with the subsequent release of volatile matter. The fixed carbon of the three de-oiled cake residues exceeded 12% and the ash content is low, as less than 3% indicates the capacity of these residues as the suitable biomass feedstocks for pyrolysis. De-oiled cake residues have an inorganic portion (ash content) that affects both the handling and processing costs of the overall conversion process for biomass energy. These de-oiled cake residues are indicated by the low humidity, ash content, and high volatile matter as a possible candidate for pyrolysis.
3.2 Experimental Observations for Non-edible De-oiled Castor Cake
The de-oiled cake seeds are obtained from “Jayant Agro organics Limited” and the total content of solids is evaluated for moisture content and balance has been taken. In this section, the following analyses are taken for proving the proficiency of the proposed study analysis such as energy activation performance, physiochemical characteristics, fatty acid composition, and fuel properties.
3.2.1 Kinetic study of the thermogravimetric analysis
The kinetic analysis of pyrolysis allows the activation energy needed for the reaction to be calculated, providing a view of the simplicity of reaction occurrence. Since thermal conductivity determines the essence of the kinetic degradation process, it is much simpler for reactions with less activation energy to occur than that requiring high activation energy. Both are observed that the Jatropha seed cake needed more energy to initiate the combustion reactions, and the activation energy is lower than that of the Jatropha and Karanja seed cakes with increased temperature. As the heating rate may also have a strong impact on the activation energy in the thermogravimetric decomposition process, as recorded in several kinds of literature with a large varying heating rate of 5C/min to 40C/min, this specific study is conducted at a constant heating rate of 30C/min to understand the effect of varying biomass resources because of de-oiled seed cakes.
The kinetic parameters were estimated from TGA data by adopting the general rate equation represented by,
Table 2 Non-edible de-oiled seed cakes energy activation performance
| Temperature Zone (TC) | Inauguration Energy (E, kJ/mol) | Response Order (n, Dimensionless) | The Correlation Coefficient (R2, Dimensionless) | Pre-exponential Factor (A, min) |
| Karanja seed cake | ||||
| 200–320 | 54.94 | 1 | 0.99 | 0.19 |
| 280–380 | 49.33 | 1 | 0.99 | 0.23 |
| 200–590 | 27.61 | 1 | 0.93 | 0.02 |
| Jatropha seed cake | ||||
| 200–280 | 45.98 | 1 | 0.97 | |
| 280–380 | 39.08 | 1 | 0.98 | 0.18 |
| 240–520 | 25.98 | 1 | 0.91 | 0.02 |
The energy density of two non-edible seed cakes at various temperature ranges is shown in Table 2. The depreciation of the cellulose element is reported to occur around 280–380C among the two non-edible seed cakes tested, while the depreciation of hemicelluloses occurred at temperatures ranging from around 200–320C. With 54.94 kJ/mol, the maximum level was obtained in the case of Karanja seed cakes. In the seed cakes degrading at a slower rate over the long temperature of 200–590C, the bio-component lignin needed nearly equals the energy of activation of around 26 kJ/mol. The thermal conductivity for the thermal decomposition of Jatropha, as the non-edible seed cakes are oil extracted residues, and Karanja seed cakes differ according to their biochemical hemicelluloses, cellulose, and lignin content compositions. The activation energy values recorded for cellulose are 145 to 285 kJ/mol, 90 to 125 kJ/mol for hemicelluloses, and 30 to 39 kJ/mol for login.
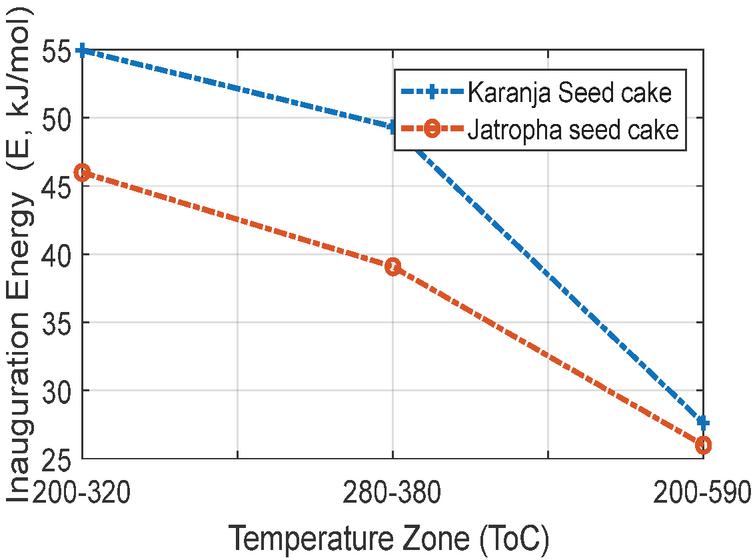
Figure 4 Temperature zone vs inauguration energy.
The above graph described that The cellulose element depreciated at temperatures ranging from 200 to 320C in the two non-edible seed cakes tested, while hemicelluloses depreciated at temperatures ranging from 200 to 320C. The maximum level was achieved in the case of Karanja seed cakes, with 54.94 kJ/mol. The bio-component lignin required in seed cakes degrading at a slower rate over a long temperature range of 200–590C nearly equals the activation energy of around 26 kJ/mol. The thermal conductivity for the thermal decomposition of Jatropha, as the non-edible seed cakes are oil extracted residues, and Karanja seed cakes differs due to the compositions of biochemical hemicelluloses, cellulose, and lignin. The activation energy values for cellulose range from 145 to 285 kJ/mol, hemicelluloses from 90 to 125 kJ/mol, and log in from 30 to 39 kJ/mol.
Figure 5 Temperature zone vs response order.
The above figure explained the response order for the different thermal conditions it’s telling that the response order is constant for the different temperature zone.
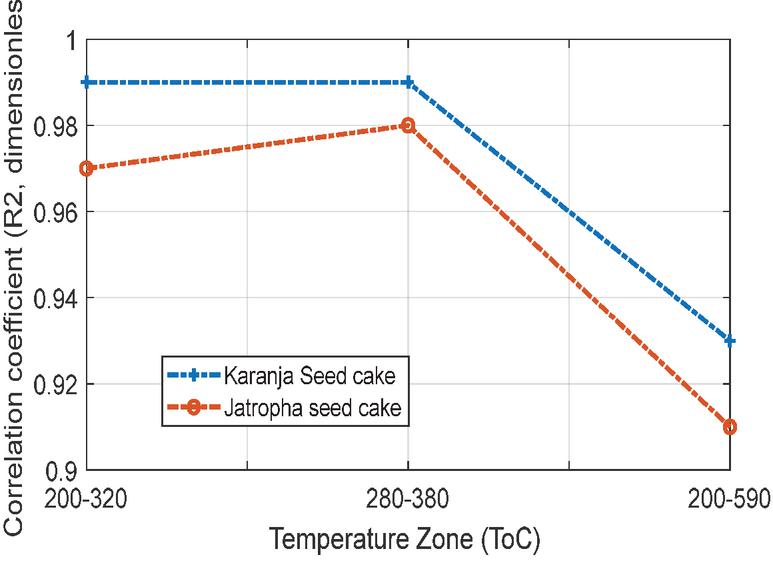
Figure 6 Temperature zone vs correlation coefficient.
Figure 6 shows the relation between the Temperature zone and Correlation Coefficient for different seeds. It shows that the Karanja seel cake more Correlation Coefficient than the Jatropha seed cake. It increases linearly in till 280–380C temperature zone after that zone range the correlation coefficient will start to decrease from 280–380C.
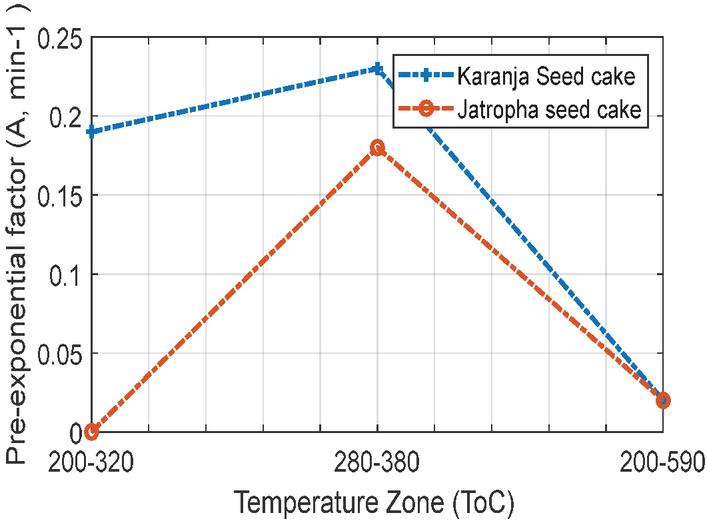
Figure 7 Temperature zone vs pre-exponential factor.
Figure 7 shows the relation between the temperature Zone and the Pre-essential Factor. the Pre-exponential factor is a frequency factor and represents the frequency of collisions between reactant molecules at a standard concentration of seed cakes of Karanja and Jatropha. It shows that the Karanja seed cake has more Pre-Exponential Factor than Jatropha.
3.2.2 Feedstocks of bio-diesel for Karanja and Jatropha
Table 3 lists the physicochemical properties of the Karanja and Jatropha oils. Karanja oil is yellowish-orange to brown, while light yellow is the color of Jatropha oil.
Table 3 Jatropha and Karanja Oils physiochemical characteristics
| Characteristics | Karanja Oil | Jatropha Oil |
| Hydroxyl value (mg KOH/g) | – | 4–20 |
| Saponification value (mg KOH/g) | 187 | 188–196 |
| Acid value (mg KOH/g) | 0.4–12 | 3–38 |
| Unsaponifiable matter (% w/w) | 2.6 | 0.4–1.1 |
| Iodine value (g/100 g) | 86.5 | 93–107 |
Specifically, lipid associates (unsaponifiable matter) are responsible for the toxicity and production of the dark color in storage which includes 3 to 5% and 0.4 to 1.1% of Karanja and Jatropha oils.
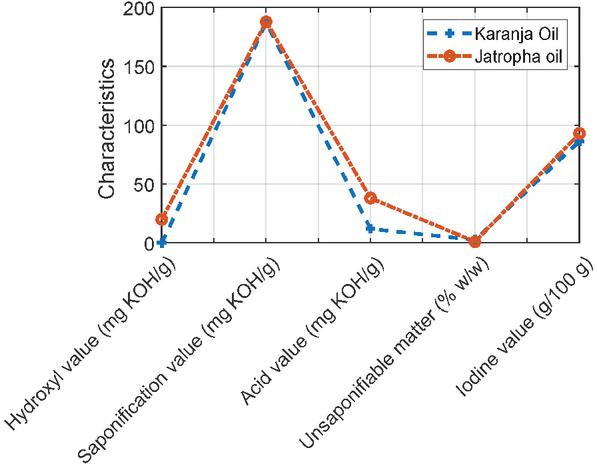
Figure 8 Physiochemical characteristics of Karanja and Jatropha.
Figure 8 depicts the physiochemical properties of Karanja and Jatropha. Both Karanja and Jatropha attained maximum values for saponification. The saponification value for Karanja is 187 mg KOH/g and for Jatropha is 188–196 mg KOH/g. The iodine value for Karanja is 86.5 g/100 g and for Jatropha is 93–107 g/100 g.
Table 4 Fatty acid composition of Karanja and Jatropha seed cakes
| Fatty Acids | Karanja Oil (% by Weight) | Jatropha Oil (% by Weight) |
| Stearic acid (C18:0) | 7.5 | 3.9 |
| Oieic acid (C18:1) | 51.5 | 41.8 |
| Palmitic acid (C16:0) | 11.6 | 12.6 |
| Linoleic acid | 16.0 | 41.8 |
| Eicosanoic acid | 1.7 | |
| Docosanoic acid | 4.3 | |
| Tetracosanoic acid | 1.0 |
The composition of fatty acids in both oils is stated in Table 4. As the main fatty acid, Karanja oil contains 44.5 to 71.3% oleic acid. The main fatty acids in Jatropha oil are oleic and linoleic. Depending on the agroclimatic conditions, there are minor variations in the composition of fatty acids; stearic acid content has been recorded in the natural seeds of J. Curcas from 3.9 to 5.25% but has not been discovered in any of the J. Curcas.
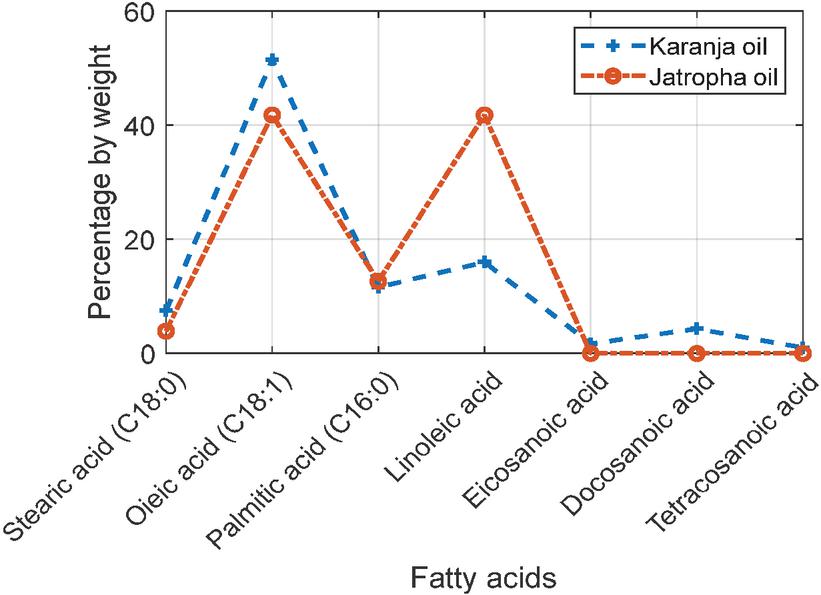
Figure 9 Fatty acid composition of Karanja and Jatropha seed cakes.
Figure 9 illustrates the fatty acid composition of Karanja and Jatropha seeds. The Oieic (C18:1) constitutes maximum composition for Karanja and Jatropha seeds indicating 51.5% and 41.8% while the Eicosanoic acid and Tetracosanoic acid showed minimal composition.
3.2.3 Bio-diesel fuel quality
The biodiesel fuel characteristics obtained from the oils of Karanja and Jatropha are calculated according to the ASTM method and are shown in Table 5. The results obtained are compared with the requirements for biodiesel from ASTM and EN.
Table 5 Karanja and jatropha methyl ester Fuel properties
| Karanja | Jatropha | EN | ASTM | |
| Parameter | Methyl Ester | Methyl Ester | 14214 | D6751 |
| Pour point C | 15 | |||
| Flash point C | 174 | 191c | 100 | 130 |
| Cloud point C | 19 | 0/-15 | ||
| Acid value mg KOH/g | 0.5 | 0.24 | 0.5 | 0.8 |
| Viscosity at 40C cSt | 4.77 | 4.84 | 3.5–5.0 | 1.9–6.0 |
| Density at 15C g/cm3 | 0.88 | 0.879 | 0.86–0.9 | 0.87–0.89 |
| CCR Wt% | 0.06 | 0.02 | 0.05 | |
| Water mg/kg | 0.03 | 0.16 | 0.05 | 0.05 |
| Sulfated ash Wt% | 0.001 | 0.014 | 0.02 | 0.02 |
| Sulfur content Wt% | 0.0015 | 0.0010 | 0.0015 | |
| Cu corrosion (Max. 3 h at 50C) | No. 1 | No. 1 | No. 3 | |
| Ester Wt% | 98 | 99.6 | 96.5 | |
| Total glycerol Wt% | 0.19 | 0.088 | 0.25 | 0.24 |
| Free glycerol Wt% | 0.01 | 0.015 | 0.02 | 0.02 |
| Iodine number g/100g | 86.5 | 120 |
Acid (mg KOH/g) 0.5, 0.5; cloud point (C) 19, 23; pour point (C) 15, 6; flashpoint (C) 174, 148; density (g/cc at 15C) 0.88, 0.88; viscosity (cSt) 4.77, 5.56; heating value (MJ/Kg) 40.8, 40.7; fuel characteristics of the fatty acid methyl and ethyl esters of Karanja oil are as follows. The Karanja-based biodiesel cloud point and pour point are slightly higher, which is troublesome for cooler environments if pure biodiesel is to be used during engines, however, this problem does not occur in the tropics and subtropics. When combined with diesel, 0C for B20 (20% Karanja methyl esters) and C for B20 (20% Karanja ethyl esters) biodiesel is significantly reduced by the pour stage.
3.2.4 Uncertainty analysis of bio-diesel production
As a result ,the experiment results shows that the Biodiesel and ethyl alcohol, methyl esters of vegetable oils, are gaining popularity as alternative fuels for automobile engines. The primary benefits of biodiesel and ethyl alcohol are that they are nontoxic, biodegradable, and sustainable, with the potential to reduce engine exhaust emissions, especially greenhouse gas emissions. The findings show that using B20 fuel results in significantly lower CO, HC, and PM emissions, but it also results in a small increase in NOx emissions.
Because of the renewable nature of its feedstock and the low to no overall CO2 emissions to the environment, biodiesel production is a promising field. Soft sensors based on data are used to ensure the stable and efficient operation of biodiesel production. However, traditional data-based soft sensors are incapable of understanding the impact of process uncertainty on process outcomes. Uncertainty analysis is used to quantify the impact of uncertainty in model input on the model output. A framework of data-based soft sensors was developed using the ensemble learning method, i.e., boosting, for the prediction of product composition, quantity, and quality, i.e., fatty acid methyl esters (FAME), in the biodiesel production process from vegetable oil. For uncertainty analysis, scenario analysis, multiple model simulation methods, inverse modeling methods, sensitivity analysis, and sampling-based methods are commonly used. The scenario analysis quantifies the impact of future development uncertainty on model performance or relevance. The multiple model simulation assesses several modeling structures in order to determine the overall impact of structural uncertainty on model performance. The inverse modeling method evaluates the effect of uncertainty in process parameters on model performance and aids in parameter optimization. Sensitivity analysis (SA) generates a model input hierarchy based on their contribution to model output uncertainty. The sample-based uncertainty analysis methods quantify the collective impact of model input uncertainty on model output. boosting, to predict the composition, quantity, and quality of fatty acid methyl esters (FAME) in the biodiesel production process’s outlet streams; FAME cetane number was used as a quality parameter. The cetane number refers to a fuel’s ignition delay time and is used to classify alternative diesel fuels such as biodiesel and its components.
Uncertainty has several dimensions, including location, level, and nature; Ahmad et al. [26] provided an extensive review of the dimensions of uncertainty in process modeling. There are several methods for analyzing uncertainty in a process model. For the uncertainty analysis of the process, this study used sampling-based methods, such as polynomial Chaos Expansion (PCE). The sampling-based uncertainty analysis assists in determining the aggregate impact of uncertainties in all process variables on process output.
In PCE, a random variable x is represented as a function (f()) of another random variable () [27,28]: x f()
The PCE seeks an appropriate function f(), by describing x through deterministic and stochastic components:
where i and i are the deterministic and the stochastic components, respectively. i is a polynomial that satisfy the following condition: hj, k i Z j()k ()p ()d, j 6 k (3) where hj , k i is the inner product of j and k, and p is the probability distribution function (PDF) of . To implement the PCEs, the mode strengths should be estimated by intrusive or non-intrusive (black box) methods [29, 30].
The data-based soft sensing and uncertainty analysis to the biodiesel production process from vegetable oil. Seven ensemble models (soft sensors) were developed, one for flow rate of FAME, one for cetane number, and one each for prediction of the mole fractions of the components, i.e., Methyl-Li, Methyl-M, Methyl-O, Methyl-S and Methyl-P.
Cetane number for biodiesel was calculated using the following equation:
where CN represents cetane number of biodiesel; t refer to the type of methyl ester component, i.e., Methyl-Li, Methyl-M, Methyl-O, Methyl-S and Methyl-P; and X represents mass fraction.
Table 6 Detection accuracy in Bio-diesel production
| Methods | Prediction Accuracies (%) |
| Methyl-Li | 0.9877 |
| Methyl-M | 0.9890 |
| Methyl-O | 0.9915 |
| Methyl-S | 0.9833 |
| Methyl-P | 0.9939 |
| FAME flow rate | 0.9952 |
| cetane | 0.9953 |
The non-intrusive polynomial chaos expansion (PCE) method was integrated in the soft sensors framework to quantify the effect of uncertainty on the soft sensors outcomes. A separate model (soft sensor) was developed for each of the components, flow rate and cetane. Prediction accuracies of Methyl-Li, Methyl-M, Methyl-O, Methyl-S,Methyl-P, FAME flow rate, and cetane number were 0.9877, 0.9890 , 0.9915, 0.9833, 0.9939, 0.9952 and 0.9953, respectively.The graphical representation given in below figure.
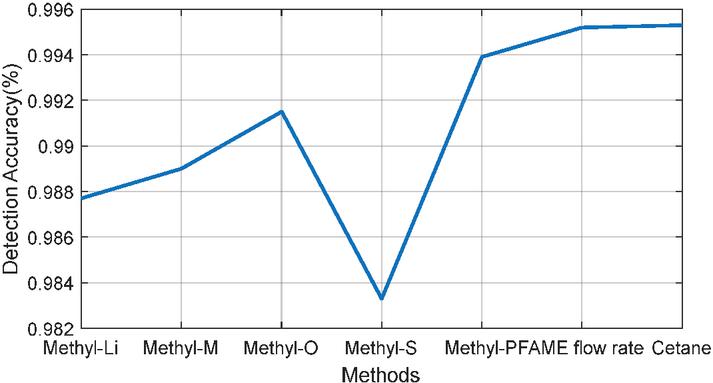
Figure 10 Dectection Accuracy in Bio-disel production in various methods.
Table 7 Mean Absolute Deviation Percent (MADP) values
| Methods | MADP Value |
| Methyl-Li | 0.27479 |
| Methyl-M | 0.32227 |
| Methyl-O | 2.41208 |
| Methyl-S | 0.1651 |
| Methyl-P | 0.82135 |
| FAME flow rate | 0.96546 |
| cetane | 0.97013 |
For 1% uncertainty in all input variables of the soft sensors, mean absolute deviation percent (MADP) values of 0.27479, 0.32227, 2.41208, 0.1651, 0.82135, 0.96546, and 0.97013 were noticed in the predicted values of Methyl-Li, Methyl-O, Methyl-M, Methyl-P, Methyl-S, FAME flow rate, and cetane number, respectively.The graphical representation given below.
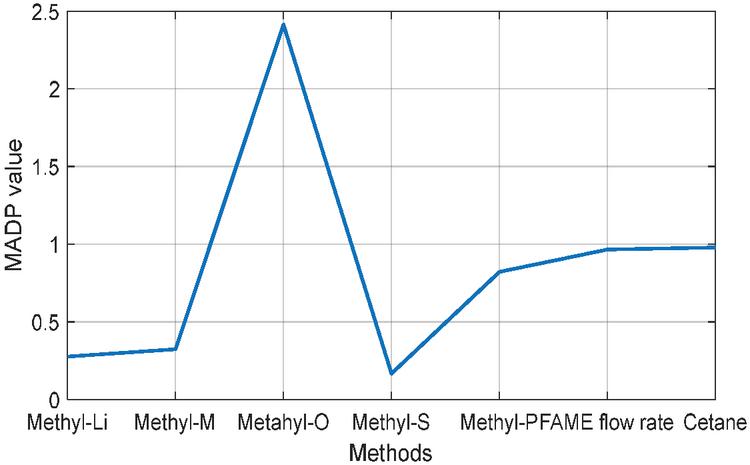
Figure 11 Mean absolute deviation percent (MADP) values.
3.3 Comparison Analysis
Figure 12 describes the field conditions of non-edible de-oiled seed cakes’ termiticidal activities. It demonstrates the field conditions of Jatropha and Karanja seed cakes, the minimum weight loss in the case of Karanja is 69% and Jatropha is 55% respectively.
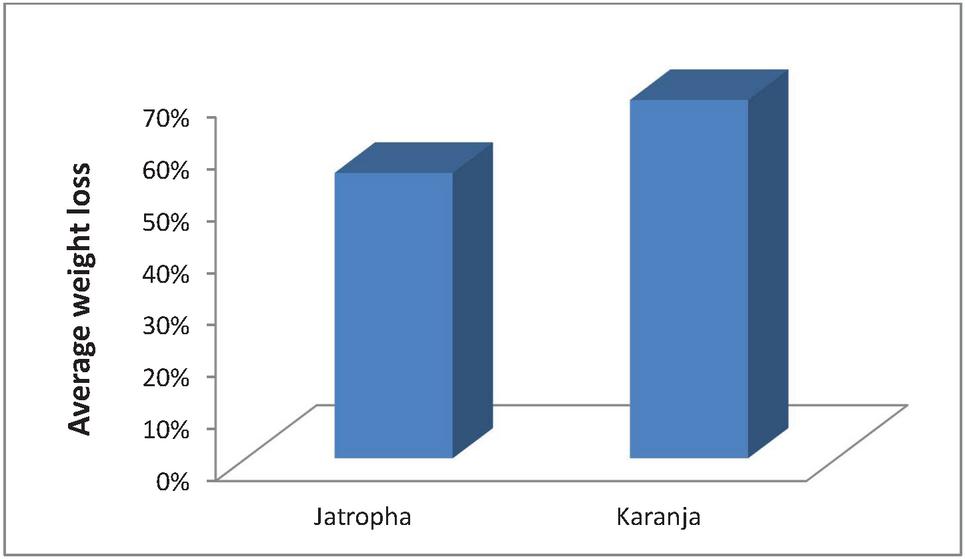
Figure 12 Average weight loss illustration of Jatropha and Karanja seed cakes.
The properties of cake seeds are compared based on their properties such as Acid detergent fiber, Neutral detergent fiber, C: N Molar ratio, C: H Molar ratio, and net calorific value.
Table 8 Coldwater extracts the oilseed cake on termite mortality effect
| Mortality (Mean %) | |||||||||
| Seed | Concentration | ||||||||
| Cakes | (%) | 2 h | 4 h | 6 h | 12 h | 24 h | 48 h | 72 h | 1 Week |
| Jatropha | 1.25 | 0.0 | 0.0 | 6.7 | 16.7 | 20.0 | 26.7 | 46.9 | 100.00 |
| 2.5 | 0.0 | 0.0 | 10.0 | 20.0 | 23.0 | 28.9 | 53.5 | 100.00 | |
| 6.25 | 10.0 | 30.0 | 50.0 | 50.0 | 51.0 | 50.0 | 80.67 | 100.00 | |
| Karanja | 1.25 | 0.0 | 0.0 | 10.0 | 10.0 | 23.3 | 33.3 | 67.7 | 100.00 |
| 2.5 | 0.0 | 0.0 | 16.7 | 20.0 | 26.6 | 36.7 | 83.3 | 100.00 | |
| 6.25 | 0.0 | 13.3 | 20.0 | 23.3 | 50.00 | 33.3 | 83.3 | 100.00 | |
Table 8 demonstrates the effect of oilseed cakes in cold water, thus it illustrates that Jatropha of 6.25% concentration has attained near 80% of 72-hour mortality and Karanja seed cake attains near 80% of mortality in 2.5% concentration at 72 hours, which indicates that Karanja seed cake has caused the highest mortality of termites at all concentration.
Table 9 The hot water extracts the oilseed cake on termite mortality effect
| Mortality (Mean %) | |||||||||
| Seed | Concentration | ||||||||
| Cakes | (%) | 2 h | 4 h | 6 h | 12 h | 24 h | 48 h | 72 h | 1 Week |
| Jatropha | 1.25 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 11.0 | 20.00 | 100.00 |
| 2.5 | 0.0 | 0.0 | 10.0 | 20.0 | 20.0 | 20.00 | 20.00 | 100.00 | |
| 6.25 | 10.0 | 10.0 | 13.00 | 20.0 | 20.0 | 26.60 | 50.00 | 100.00 | |
| Karanja | 1.25 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 10.0 | 10.00 | 100.00 |
| 2.5 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 10.0 | 20.00 | 100.00 | |
| 6.25 | 0.0 | 0.0 | 10.0 | 10.0 | 20.0 | 33.3 | 86.3 | 100.00 | |
Table 9 describes the hot water extracts of the oil seedcake on termite mortality effect, here Jatropha attains 100% mortality at 6.25% concentration for 1 week and Karanja attains near 80% for 72 hours with 6.25% concentration, and hence it shows that Karanja observes the maximum mortality after 72 hours.
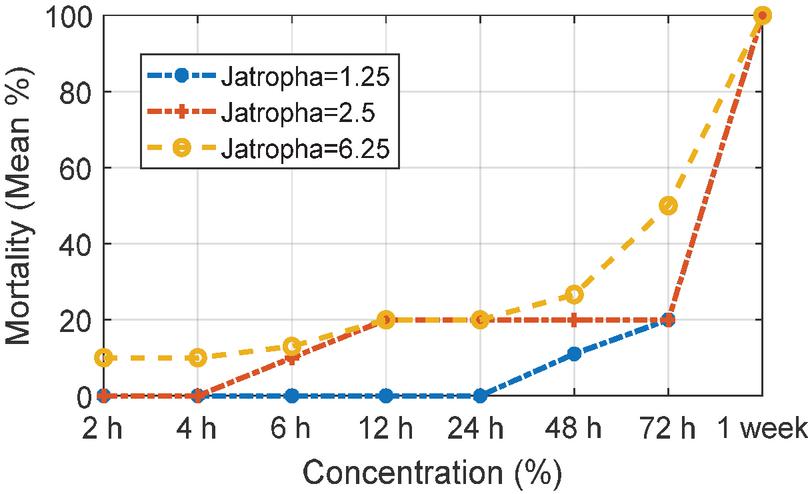
Figure 13 Mortality Mean of a Jatropha seed for different Concentration in hot water.
Figure 13 describes the% of Mortality Mean of a Jatropha seed for the different Concentration. It shows that Jatropha attains 100% mortality at 6.25% concentration for 1 week.
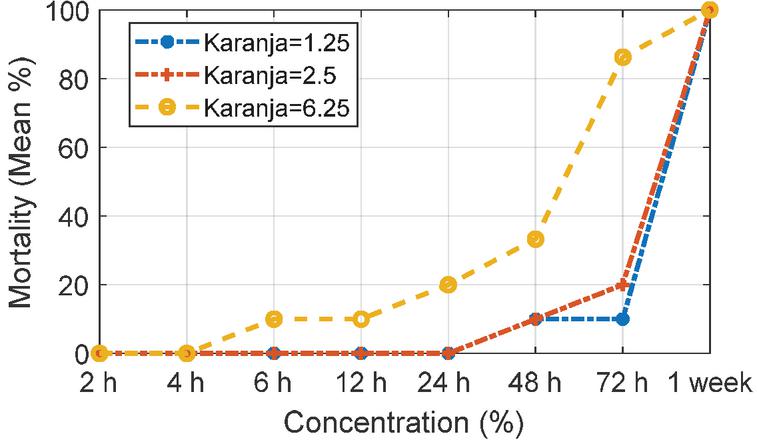
Figure 14 Mortality Mean of a Karanja seed for different Concentration in hot water.
Figure 14 shows that the and Karanja attains near 80% for 72 hours with a 6.25% concentration. Figure 11 and12 concluded that Karanja observes the maximum mortality after 72 hours.
Table 10 Characterization properties of de-oiled seed cakes
| Properties (%) | Karanja Seed Cake | Jatropha Seed Cake |
| Acid Detergent Fiber (ADF) | 11.00 | 36.35 |
| Neutral detergent fiber (NDF) | 18.19 | 47.51 |
| C:N Molar ratio | 7.60 0.40 | 7.70 0.32 |
| C:H Molar ratio | 0.56 0.02 | 0.61 0.04 |
| Net calorific value (MJ/Kg) | 14.69 0.76 | 14.37 0.26 |
| Gross calorific value (MJ/Kg) | 17.62 0.87 | 16.95 0.68 |
Table 10 provides the %age values of characterization properties. The Karanja seed cake ethics are 11.00, 18.19, 7.60 0.40, 0.56 0.02, 14.69 0.76, and 17.62 0.87, Jatropha seed cake values are 36.35, 47.51, 7.70 0.32, 0.61 0.04, 14.37 0.26, and 16.95 0.68. The ultimate study of these samples showed that carbon and oxygen elements predominated strongly in the samples.
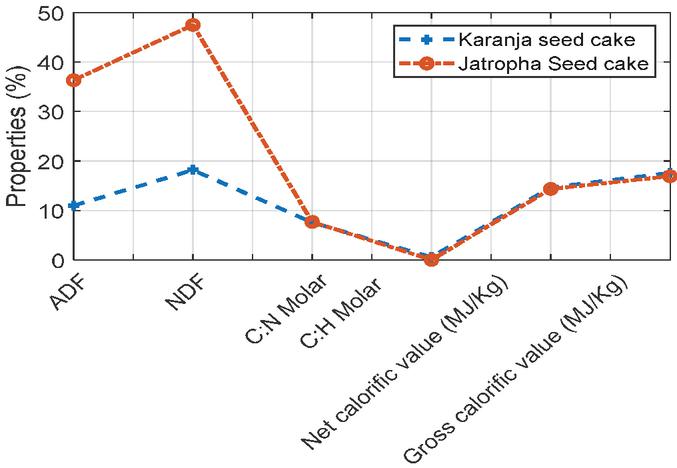
Figure 15 % of Karanja and Jatropha properties.
The above figure illustrates the %age values of ADF, NDF, C: N Molar, C: H Molar, Net calorific value, Gross calorific value of Karanja, and Jatropha. Jatropha and Karanja seed cakes provided better values corresponding to the characterization properties and energy activation performance. Also, their calorific values showed improved outputs in terms of efficacy.
4 Conclusion
Attributed to the growing volume of waste associated with the production of oil from oilseeds, the utilization of de-oiled cake for co-generation of ethanol could be incorporated into the transesterification process, which efficiently reduces the production cost, and gives solution for the destination of de-oiled cake residue. Hence, the research study analyzes the conversion of de-oiled cake into bio-ethanol in a compost manner. This integrates the transesterification process of bio-diesel production resulting in important accumulation to availability of bio-ethanol.32.5 gm/l glucose is produced by the acid hydrolysis of non-edible de-oiled cakes, resulting in 16 ml of ethanol. Where, the saccharification done by calcium carbide with enzymes gives 69.5 gm/l of reducing sugar which results in 30 ml of ethanol on average. Gas chromatography and UV spectrophotometer have analyzed the ethanol obtained from Styraxofficinalis L/Jatropha/Karanja, giving a maximum purity of 84%. Thus the calcium carbide pre-treatment gives better yields than the acid hydrolysis procedure.
References
[1] D. Kumar, and K. K. Pant, ‘Production and characterization of biocrude and biochar obtained from non-edible de-oiled seed cakes hydrothermal conversion’, Journal of analytical and applied pyrolysis, vol. 115, pp. 77–86, 2015.
[2] C. H. Biradar, K.A. Subramanian, and M. G. Dastidar, ‘Production and fuel quality up-gradation of pyrolytic bio-oil from Jatropha Curcas de-oiled seed cake’, Fuel, vol. 119, pp. 81–89, 2014.
[3] R. Muktham, A. S. Ball, S. K. Bhargava, and S. Bankupalli, ‘Bioethanol production from non-edible de-oiled Pongamiapinnata seed residue-optimization of acid hydrolysis followed by fermentation, Industrial Crops and Products, vol. 94, pp. 490–497, 2016.
[4] D. Barik, and S. Murugan, ‘Assessment of sustainable biogas production from de-oiled seed cake of Karanja-an organic industrial waste from biodiesel industries’, Fuel, 148, pp. 25–31, 2015.
[5] A. B. Fadhil, A. I. Ahmed, and H. A. Salih, ‘Production of liquid fuels and activated carbons from fish waste’, Fuel, vol. 187, pp. 435–445, 2017.
[6] R. Sindhu, E. Gnansounou, S. Rebello, P. Binod, S. Varjani, I. S. Thakur, R. B. Nair and A. Pandey, ‘Conversion of food and kitchen waste to value-added products’, Journal of environmental management, vol. 241, pp. 619–630, 2019.
[7] J. Thiagarajan, P.K. Srividhyaand P. Balasubramanian, ‘Thermogravimetric and decomposition analysis of jatropha, castor and pongamiadeoiled seed cakes’, International journal of innovations in engineering and technology, vol. 7, no. 2, pp. 417–425, 2016.
[8] P. Mishra, G. Balachandar and D. Das, ‘Improvement in biohythane production using organic solid waste and distillery effluent’, Waste Management, vol. 66, pp. 70–78, 2017.
[9] R. S. Malani, H. Sardar, Y. Malviya, A. Goyal, and V. S. Moholkar, ‘Ultrasound-intensified biodiesel production from mixed non-edible oil feedstock using heterogeneous acid catalyst supported on rubber de-oiled cake’, Industrial & Engineering Chemistry Research, vol. 57, no. 44, pp. 14926–14938, 2018.
[10] D. Sut, R. S. Chutia, N. Bordoloi, R. Nazari, and R. Kataki, ‘Complete utilization of non-edible oil seeds of Cascabelathevetia through a cascade of approaches for biofuel and by-products’, Bioresource technology, vol. 213, pp. 111–120, 2016.
[11] R. Muktham, A. S. Ball, S. K. Bhargava, and S. Bankupalli, ‘Study of thermal behavior of deoiledkaranja seed cake biomass: thermogravimetric analysis and pyrolysis kinetics’, Energy Science & Engineering, vol. 4, no. 1, pp. 86–95, 2016.
[12] L. Lin, F. Xu, X. Ge, and Y. Li, ‘Improving the sustainability of organic waste management practices in the food-energy-water nexus: A comparative review of anaerobic digestion and composting’, Renewable and Sustainable Energy Reviews, vol. 89, pp. 151–167, 2018.
[13] Y. Ma, Y. Yin, and Y. Liu, ‘A holistic approach for food waste management towards zero-solid disposal and energy/resource recovery, Bioresource technology, vol. 228, pp. 56–61, 2017.
[14] M. Gohain, P. Bardhan, K. Laskar, S. Sarmah, M. Mandal, U. Bora, M. C. Kalita, V. V. Goud, and D. Deka, ‘Rhodotorulamucilaginosa: A source of heterogeneous catalyst for biodiesel production from yeast single cell oil and waste cooking oil’, Renewable Energy, vol. 160, pp. 220–230, 2020.
[15] M. Carmona-Cabello, I. L. Garcia, D. Leiva-Candia, and M. P. Dorado, ‘Valorization of food waste based on its composition through the concept of biorefinery’, Current Opinion in Green and Sustainable Chemistry, vol. 14, pp. 67–79, 2018.
[16] G. Russo, G. A. Vivaldi, B. De Gennaro and S. Camposeo, ‘Environmental sustainability of different soil management techniques in a high-density olive orchard’, Journal of Cleaner Production, vol. 107, pp. 498–508, 2015.
[17] D. Kumar, and K. K. Pant, ‘Biorefinery solid cake waste to biocrude via hydrothermal treatment: optimization of process parameters using statistical approach’, Biomass Conversion and Biorefinery, vol. 6, no. 1, pp. 79–90, 2016.
[18] S. Rezania, B. Oryani, J. Park, B. Hashemi, K. K. Yadav, E. E. Kwon, J. Hur, and J. Cho, ‘Review on transesterification of non-edible sources for biodiesel production with a focus on economic aspects, fuel properties and by-product applications’, Energy Conversion and Management, vol. 201, p. 112155, 2019.
[19] R. S. Singh, N. Kaur, and J. F. Kennedy, ‘Pullulan production from agro-industrial waste and its applications in the food industry: A review, Carbohydrate polymers, vol. 217, pp. 46–57, 2019.
[20] B. Chidambaranathan, S. Gopinath, R. Aravindraj, A. Devaraj, S. G. Krishnan, and J.K.S. Jeevaananthan, ‘The production of biodiesel from castor oil as a potential feedstock and its usage in compression ignition Engine: A comprehensive review’, Materials Today: Proceedings, 2020.
[21] S. Gogoi, R. Nazari, N. Bordoloi, N. Bhuyan, D. Sut, L. Gogoi, and R. Kataki, ‘Influence of Temperature on Quality and Yield of Pyrolytic Products of Biofuel Process Wastes’, In Energy Recovery Processes from Wastes, Springer, Singapore, pp. 129–142, 2020.
[22] P. Baranitharan, ‘Exergy analysis of a diesel engine fuelled with Aegle marmelos de-oiled seed cake pyrolysis oil opus’, Environmental Progress & Sustainable Energy, e13426, 2020.
[23] J. Ha, S. Shim, T. Lee, Y. J. Kang, W. J. Hwang, H. Jeong, K. Laosatit, J. Lee, S. K. Kim, D. Satyawan, and P. Lestari, ‘Genome sequence of Jatropha curcas L, a non-edible biodiesel plant, provides a resource to improve seed-related traits’, Plant biotechnology journal, vol. 17, no. 2, pp. 517–530, 2019.
[24] V. B. Shet, A. M. Palan, S. U. Rao, C. Varun, U. Aishwarya, S. Raja, L. C. Goveas, C. V. Rao, and P. Ujwal, ‘Comparison of response surface methodology and artificial neural network to enhance the release of reducing sugars from non-edible seed cake by autoclave assisted HCl hydrolysis’, 3 Biotech, vol. 8, no. 2, p. 127, 2018.
[25] J. Thiagarajan, P. K. Srividhya, and P. Balasubramanian, ‘Thermal kinetics and syngas production on co-gasification of deoiledjatropha seed cake residues with wood chips’, International Journal of Renewable Energy Research (IJRER), vol. 8, no. 2, pp. 1105–1111, 2018.
[26] I. Ahmad, M. Kano, S. Hasebe, ‘Dimensions and Analysis of Uncertainty in Industrial Modeling Process’, J. Chem. Eng. Jpn., vol. 51, pp. 1–11, 2018.
[27] R.A. Perez, ‘Uncertainty Analysis of Computational Fluid Dynamics via Polynomial Chaos’, Ph.D. Thesis, Virginia Tech, Blacksburg, VA, USA, 2008.
[28] S. Oladyshkin, W. Nowak, ‘Data-driven uncertainty quantification using the arbitrary polynomial chaos expansion’, Reliab. Eng. Syst. Saf., vol. 106, pp. 179–190, 2012.
[29] M.M. Rajabi, B. Ataie-Ashtiani, C.T. Simmons, ‘Polynomial chaos expansions for uncertainty propagation and moment independent sensitivity analysis of seawater intrusion simulations’, J. Hydrol. 2015, 520, 101–122.
[30] B. Sudret, A. Der Kiureghian, ‘Stochastic Finite Element Methods and Reliability: A State-of-the-Art Report; Department of Civil and Environmental Engineering’, University of California Berkeley: Berkeley, CA, USA, 2000.
Biographies

Minal Deshmukh is working as Assistant Professor in the School of Petroleum Engineering MIT World Peace University, Pune since January 2010. She has also worked as Production Engineer in sugar Factory. She completed her PhD in 2016 and M Tech in Chemical Engineering from Pune University. She received the Bachelor in Chemical Engineering in 2005 from Marathwada University, Aurangabad, Maharashtra, India. She is currently working on a DST funded project by Government of India regarding Biofuel. Her PhD work centres on “Synthesis of Biofuel and Organic Manure from Non Edible Deoiled Cake for Environmental Sustainability. Recently she is awarded with a Process Patent by Government of India based on her PhD work.

A. B. Marathe currently working as Principal, HVPM Collage of Engineering, Amravati. He has completed B. Tech (Chemical Engineering, Nagpur University), M.Tech (Chemical Engineering, Indian Institute of Technology, Bombay), Ph.D. (Chemical Engineering, Nagpur University) and M.B.A. He has total 41 years of professional experience out of which 6 years in Research & Development in Industry and 35 years in academic institution as teaching faculty at various positions of Assistant Professor, Associate professor, Professor and Head of Institution. Renewal sources of materials like oils & fats, Renewal sources of energy like solar energy & bio fuels, value added products from waste, Appropriate technology are some of the areas of his studies & research. He has 04 nos. of Indian patents granted to his credit. He is fellow of Indian Institute of Engineers and member of Academic council of Sant Gadge Baba Amravati University, Amravati.

Dinesh Bhutada completed his Bachelors and PhD in Chemical Engineering SGB Amravati University and Masters from Bharati Vidyapeeth University Pune. He is working as Associate Professor in Chemical Engineering at MIT World Peace University Pune. He is having 15 years of experience in teaching and research. He writes quite frequently for various national and international academic journals and presents research work in national and international level conferences. He is having 5 Indian Patents to his credit in area of Environmental Engineering. He has published more than 20 research papers in peer reviewed journals and conferences. He has written more than 50 articles in newspapers and magazines for spreading awareness about Environment, Career Opportunities, soft skill and employability skills.
Distributed Generation & Alternative Energy Journal, Vol. 36_3, 301–334.
doi: 10.13052/dgaej2156-3306.3636
© 2021 River Publishers