Force Characteristics and Mechanical Topology Optimization of Hydraulic Machine Structures: Statics and Dynamics
Teng Xiaolei
School of Mechanical Engineering, Yangzhou University, Yangzhou 225127,
China
E-mail: tengrulin@126.com
Received 28 April 2023; Accepted 27 May 2023; Publication 22 June 2023
Abstract
In this paper, the design requirements of the hydraulic testing machine are based on the actual force conditions. Static and dynamic performance analyses of the stressed components of the hydraulic machine are carried out and the mechanical topology is optimized. Combining the static and dynamic objective functions of the structure, a fast variable density topology method is proposed, thus improving the optimization efficiency. After setting the positions of the optimized and non-optimized regions. It can be found that the optimized mechanical performance is more superior as the number of iterations increases. The results show that the stress in the strut is 175.75 MPa and the maximum stress in the upper beam structure is 43.708 MPa. The first sixth order frequency is much higher than the operating frequency of 3 Hz. The final results of the mechanical topology optimization analysis show. The optimized structure of the upper, middle and lower crossbeams resulted in a mass reduction of 38%, 36% and 5.57%. The maximum stresses in the upper and middle crossbeams were reduced by 10.33%, 8.3% and 51.8%, respectively. The deformation was reduced by 6.14% at the fastest time; the inherent frequency of the first 3 orders was increased to achieve light weight. The overall mechanical properties became better after optimization, and the dynamic and static stability of the frame was improved.
Translated with www.DeepL.com/Translator (free version)
Keywords: Hydraulic tester, static characteristics, mechanical mode analysis, mechanical topology optimization, finite element method and variable density model.
1 Introduction
The hydraulic testing machine has good mechanical qualities and can realize the processes of mechanical forging, mechanical stamping and force extrusion. It can also verify the computational mechanics process of the product, which is one of the important factors to measure the mechanics manufacturing level of a country. It has irreplaceable significance in many aspects such as national defense, aerospace, railroad, and mining [1, 2]. In the forging industry, forging hydraulic presses can be divided into small and medium hydraulic presses and large hydraulic presses according to the quality of the forgings and the production capacity of the equipment. Its specific demarcation line generally refers to hydraulic presses with a forging force greater than 10MN as large hydraulic equipment and large hydraulic presses are more difficult to forge. However, large forgings are in great demand in the country, and large hydraulic equipment is valued by national production [3–5].
The finite element analysis method is often used in the stability analysis of forging hydraulic presses. This method can detect the dynamic and static performance of the hydraulic press frame and has important applications in theoretical analysis. The analysis results can show the hydraulic press combination pre-tensioning frame danger points and high-stress areas, and can also optimize the body structure [6]. Shao Fei [7] used topology optimization to optimize the body structure of a 10MN hydraulic press, saving more than 3 tons of ZG25Mn material for the company. In this paper, concerning the modal analysis and optimization of the cutter system of a large-diameter stainless steel bar stripping machine, the selection of structures for two hydraulic presses is proposed [8]. Rapid forging hydraulic presses can use the modal analysis method to determine not only the resonance region of the components. Also, the effect of pre-stress on the working accuracy during eccentricity can be determined, making the hydraulic press frame more stable and reliable [9–12]. Karel Raz conducted a modal analysis of four-column pull-down, two-column pull-down, and up-drive types to obtain their stress-strain clouds and the inherent frequencies of the relevant forms, and determined that the four-column up-drive hydraulic press was the best choice [13].
In the manufacture of hydraulic presses based on mechanical properties. Representative hydraulic equipment for fast forging is 90MN fast forging hydraulic presses manufactured by PAHNKE in Germany and 110MN fast forging hydraulic presses manufactured by Meer [14]. These countries have been quite complete in the level of design and manufacture of hydraulic presses, and advanced technology, they are designed to fast forging hydraulic presses in the form of hydraulic pressure directly driven by oil pumps [15]. In the 1970s, more computer-controlled fast-forging hydraulic equipment appeared abroad [16]. During this period, design technology also began to develop better. In the course of the development of fast-forging hydraulic presses, at the beginning people focused only on the development of the equipment, after which the shortcomings of the performance of these devices were slowly eliminated [17]. With the development of information technology, there has been a greater development in the western developed countries in terms of control with industrial control machines. They have developed fast-forging hydraulic equipment with high speed and high-efficiency capabilities, with forging rates up to 180 times/min [18–20]. Its movable beam accuracy is controlled within 1 mm, the hydraulic press and other feeding equipment have a high level of coordination technology, and the mechanical equipment fault diagnosis is designed inside the hydraulic press, making it more accurate and convenient to monitor the operating status of the equipment [21–24].
Su Yang [25] used this method to optimize the body of a 10MN single-column forging hydraulic press, but only the cylinder-actuated upper cross-beam structure was designed, and its main force-bearing frame was not optimized. The method is commonly used in other areas of manufacturing when finite elements are used for analysis and optimization, such as gantry bending machine frames and the lightweight design of industrial robots, which are more mature [26, 27]. The rapid forging hydraulic press can use the modal analysis method not only to determine the resonance region of components, but also to determine the effect of pre-stress on the working accuracy during eccentricity, which makes the hydraulic press frame more stable and reliable, and ZHU Jihong discusses the effective viewpoints of high performance, multifunctionality, and lightweight presented by topology optimization. The key to topology optimization based on AM constraint (such as lattice, hierarchical structure, and reinforced thin wall) is proposed in [28]. However, the optimization of the mechanical properties of the body structure of the fast-forging hydraulic press and its theoretical analysis are still missing at home and abroad [29, 30].
Therefore, in this paper, a topology optimization model combining MATLAB and finite elements is developed for the hydraulic press example. And the inherent mechanical properties of the hydraulic press are investigated. The mechanical analysis and verification of the optimized structure were also carried out. The research process is carried out in five steps, as shown in Figure 1.
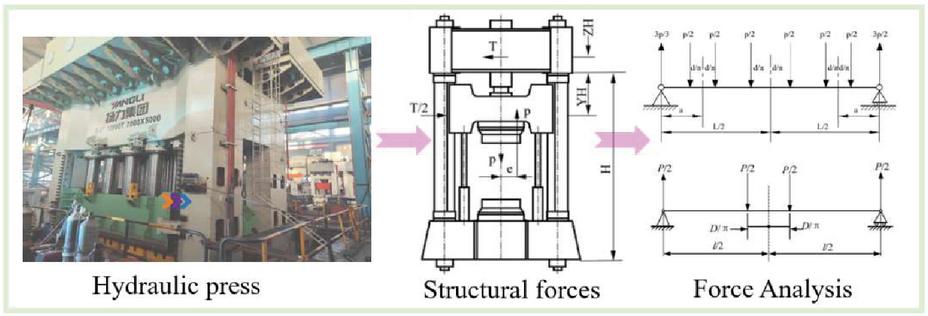
Figure 1 Structural force state and mechanical analysis model.
2 Mechanical Analysis and Mechanical Property Analysis of Stressed Structures
Firstly, the classification and selection of the hydraulic machine body structure are presented. Secondly, a reasonable analysis of the selected body structure is carried out according to its actual working conditions. After the analysis, the theoretical design of the hydraulic press main cylinder, column, and beam structure and their strength checks are carried out to verify the reasonableness of the preliminary mechanical design of the quick-forging hydraulic press.
2.1 Force Analysis of Mechanical Structures and Mechanical Displacement Fields
When carrying out the structural design of the 50t quick forging hydraulic press body, the basic frame was determined to be a pre-stressed frame forging hydraulic press. It is characterized by good structural frame rigidity, plunger sleeve, and tie rod to bear the eccentric load of forging stone respectively. The movable cross beam is connected to the hydraulic press working cylinder plunger, which has better fast response performance. The plunger sleeve mainly bears the forging force and bending strength, and this structure has better rigidity and strength. Firstly, consider the design and calibration of each key parameter of the forging hydraulic press under the force conditions.
The design is mainly a prestressed combined frame, i.e., the upper and lower beams are pre-tensioned using tie rods to combine the whole. The combined frame and force schematic was initially designed with each column having a diameter of 80 mm. compared with the integral frame type, the mass was greatly reduced and the cost was reduced by 10% to 15%. The current design uses multiple prestressing ties, which can give a clear advantage to the hydraulic press.
During the operation of the hydraulic press, eccentricity is caused by the asymmetric placement of the workpiece. Assuming that the width of the workpiece is small and ignores the lateral horizontal support reaction force, the force acting is assumed to be concentrated. Then the plunger side thrust of the hydraulic press is T. The force applied to the unilateral column is T/2, as shown in the figure, and the eccentric distance is e produced under the eccentric load T. The frame is the overall complex force of the hydraulic press, and the beam will be calculated according to the form of the beam when it is designed later. The mechanical calculation model and analysis results of the crossbeam and hydraulic rod are shown in Figures 2 and 3. The force verification equations are shown in Equations (1) to (3). The rest of the hydrostatic calculations can be calculated and calibrated by finite elements, where the main reference is the maximum allowable stress requirement specified by the code.
| (1) | |
| (2) | |
| (3) |
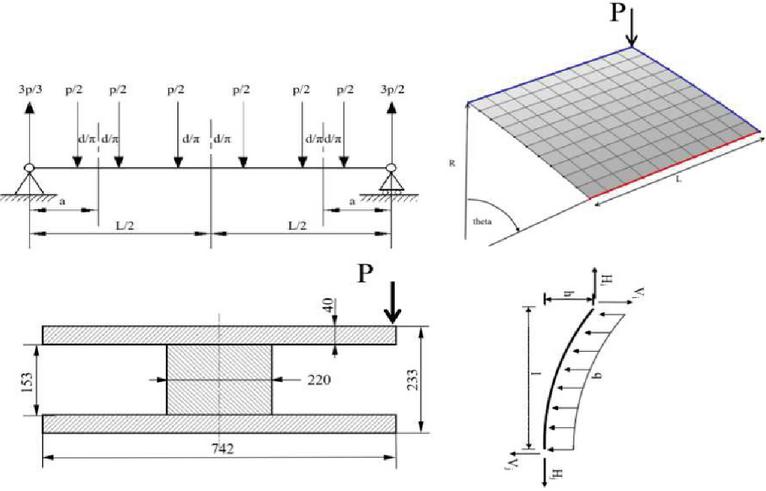
Figure 2 Theoretical model of mechanics under different angles.
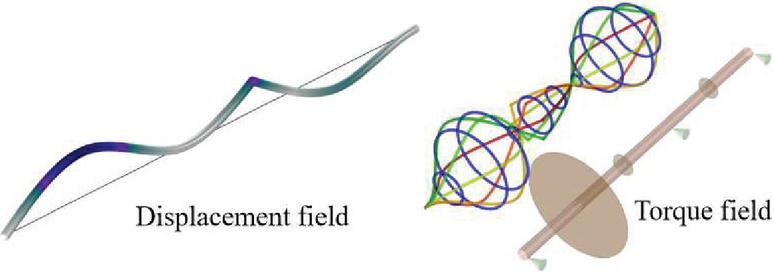
Figure 3 Displacement and torsion fields of crossbeams and longitudinal rods in force mode.
Where, q-measures the self-weight set. -unstressed length of the beam segment. is the horizontal force. is the vertical force. The l-horizontal span of the main span. f-principal span drape. h is the deflection calculation.
After bringing the values of each parameter into the above formula, the result is cm, and its relative deflection is 0.1346 mm. The relative deflection is smaller than the allowable value of 0.5 mm. As the above calculation shows, the maximum stress of the middle beam is less than the allowable stress of its material, and its deflection value is less than the allowable value, so the preliminary design of the middle beam is reasonable, and the strength and stiffness meet the stability requirements.
2.2 Theoretical Calculation of Mechanics of Stressed Bars
The hydraulic press usually consists of a combination of four columns, which are combined into a closed space frame by connecting the upper and lower beams in such a way that the columns are subjected to eccentric load under the action of eccentric load. In this form of tie rod column sleeve, the column sleeve can reduce the corresponding stress-strain concentration phenomenon, which makes the overall framework of the hydraulic press more stable. In the design, the column with a table shoulder supports the cross-beam structure. Then the nut-locking method is used so that the parallelism of the column surface is maintained. The upper part of the column is connected to the upper cross-beam structure, which is connected and locked with a nut under the action of the table shoulder. The column jacket utilizes the form of a tie bar sleeve, and the movable cross beam can slide up and down in the tie bar guide plane to finish forging the workpiece. The lower part of the column is connected to the lower beam with large nuts, which ensures the stability of the frame and does not shake significantly from side to side.
In the frame structure, the column is mainly composed of the upper and lower beams. The main role is to maintain the rigidity of the upper and lower crossbeams, and the middle crossbeam in the role of bias load, the system can work stably. The calibration of the column is essential, if the size is low, the mechanism can not work stably during the bias load, if the design is high, it is a waste of material, which is against the principle of green manufacturing. The material of the column is 45 steel, normalized, and its yield strength is 355 MPa according to GB/T699-1999, so it can be calibrated as long as the local stress is less than the yield strength. And the column is uniformly stressed. The stress under the central load is Equation (4). The synthetic stress of static load under eccentric action is Equation (5).
| (4) | |
| (5) | |
| (6) |
It is calculated from Equations (4), (5), and (6). The stress of the central load is 52 MPa, the static load synthetic stress is 143 MPa, and its eccentricity coefficient is 1.89. The static load synthetic stress under the eccentric load, so the strength of the two columns meets the design requirements. The fatigue strength of the column is checked when the strength of the column is finished, and the check is as follows: In the design of the column, for the normalized 45# steel, the surface coefficient is 0.9, so [] is 200 MPa, and the stress concentration sensitivity coefficient is taken as 0.7.
2.3 Force Characteristics of the Overall Frame
In order to calculate whether the strength and stiffness of the frame structure meet the forging requirements, so we need to analyze the stress-strain distribution of both structures. In this process, total deformation diagram and stress cloud diagram were selected for the analysis, and the results are shown in Figure 4. The results of the clouds show that the maximum deformation of this structure is small in the two clouds, because of the impact of the hydraulic cylinder on the upper beam during the work of the forging hydraulic press, so the maximum deformation occurs at the contact between the hydraulic cylinder and the upper beam; secondly, because the column and the tie rod are affected by the eccentric load, there is also a large deformation here. The maximum deformation of the structure is less than 0.19726 mm and the maximum stress is 69.046 MPa, so the rigidity of the structure is good. The maximum static stress of the frame preload forging hydraulic press is concentrated at the lower anvil and tie rod sleeve, and the maximum static stress is much less than the yield strength of structural steel 235 GPa, so the strength and stiffness of the two structures meet the mechanical design theoretical requirements.
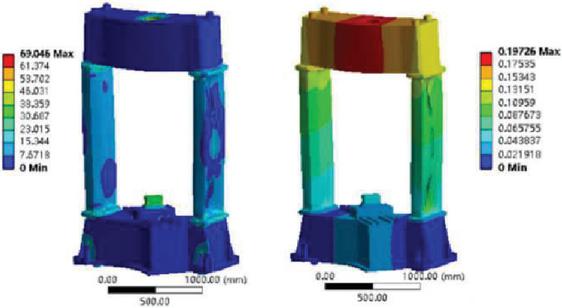
Figure 4 Cloud diagram of total frame deformation.
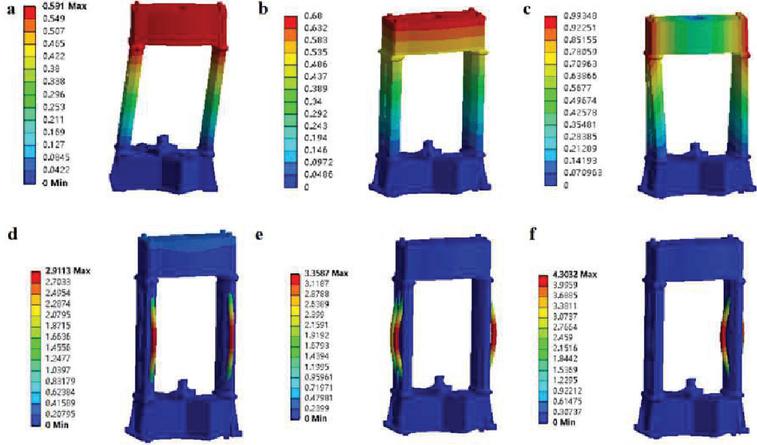
Figure 5 Frame total variation vibration diagram.
Among the first 6 orders of vibration, the first 3 orders of vibration have more influence on the hydraulic machine operation. In this chapter, only the cloud diagram and the first 6-step cloud data of the first 6-step vibration type of the two hydraulic press frames are listed. According to the calculation results of ANSYS Workbench software, the cloud diagram of the first 6 steps of the pre-tensioned frame forging hydraulic machine body structure is shown in Figure 5. According to the vibration cloud of the frame forging hydraulic press, Figure 5a is the 1st order vibration pattern, which is mainly the vibration pattern of the hydraulic press when the left and right deflection load occurs. Figure 5b shows the 2nd-order vibration pattern, which is mainly when the hydraulic press is deflected back and forth; Figure 5c shows the 3rd-order vibration pattern, which is mainly when the hydraulic press is twisted; the 4th-order vibration pattern of the frame structure, which is mainly when the hydraulic press tie rod is deflected back and forth; the 5th order vibration pattern of the frame structure, which is mainly when the hydraulic press tie rod is deflected left and right; the 6th order vibration pattern of the frame structure, which is mainly when the hydraulic press tie rod is deflected unilaterally; and the 6th order vibration pattern of the frame structure, which is mainly when the hydraulic press tie rod is deflected unilaterally. The 6th-order vibration type of the frame structure is mainly the force vibration type when the single lateral deflection of the hydraulic press tie rod occurs. The inherent frequency of the frame forging hydraulic press is affected by the forging load and offset load, and the fourth-order inherent frequency and offset increase rapidly. And the growth rate of the first six orders is 0.28%74%.
The forging frequency of the hydraulic press is 120 times/min180 times/min. Each cycle of work is stimulated by two strokes of the hydraulic cylinder to the frame, so the excitation frequency is about 4 Hz6 Hz. The minimum inherent frequency of the frame forging hydraulic press is 2.12 times the excitation frequency, and it is farther away from the excitation frequency of resonance, so the resonance phenomenon will not occur in this hydraulic press. In addition, the force displacement at different points under dynamic load is shown in Figure 6.
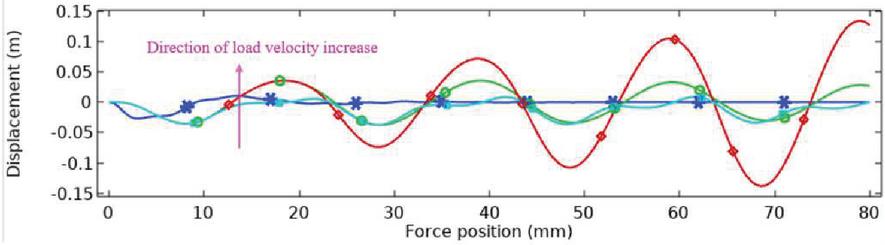
Figure 6 Force displacement under dynamic load.
3 Mechanical Properties of Crossbeams Under Mechanical Optimization
The optimization and analysis of the hydraulic press body contribute to the application of structural stability and economy. In addition, the results of the previous analysis show the hydraulic press combination of pre-tensioned frame danger points and high-stress areas. Therefore, in the design of hydraulic press body structure, lightweight hydraulic press structure design is extremely critical, lightweight design not only reduces the dead weight for the structure but also satisfies the purpose of green manufacturing. This chapter is designed to meet the optimization needs of the hydraulic press. Topology optimization of the body structure of the frame forging hydraulic press is carried out using the finite element analysis method so that the goal of lightweight is to be achieved and optimal results are achieved. In the setting of boundary conditions, the bottom fixed constraint boundary is mainly used in statics. While in dynamics the effect of free mode is mainly considered, so the free boundary is considered.
In structural design, topology optimization has a guiding role in the design of material selection. This multi-objective theory of topology optimization takes the effect parameters such as mass, stiffness, strength, and frequency of the structure as the objectives to achieve the optimization purpose. The variable density method topology optimization is based on the relative density of the unit as the variable. In this paper, the stress-strain and modal vibrations are mainly used as the optimization objectives, and the volume and mass of the structure are used as the optimization variables for the solution. The crossbeam structure of the forging hydraulic press is designed optimally. In this paper, minimum flexibility and maximum stiffness are used as the optimization objectives.
| (7) |
The relative density of the unit takes a value between 0 and 1, and the smaller the value, the smaller the role of the load on the unit. The principle of the variable density method is to let the relative density of small-density units reduce to achieve the purpose of optimization.

Figure 7 Stress and deformation before mechanical optimization.
In this paper, considering the complexity of finite element analysis and reducing the accuracy of crossbeam structure calculation, the crossbeam structure was simplified by removing the modeling of screw threads and hydraulic cylinders, and other parts, and the basic modeling model dimensions were 1414 mm long, 460 mm wide and 508 mm high for the upper crossbeam model, 1199.5 mm long, 792 mm wide and 510 mm high for the movable crossbeam 3D model, and 1576 mm long, 750 mm wide and 600 mm high for the lower crossbeam 3D model. The upper and lower beams were produced by casting, because the upper and lower beams are the load-bearing parts and the most important parts in the structure, so the material selection of the crossbeam structure is also very important, and Q235 was chosen as the casting material for the crossbeam structure in this paper. The basic material parameters can be found in literature 11 and 12.
This chapter mainly controls the static and dynamic performance analysis of the forging of the upper cross-beam structure, and the total deformation cloud and stress distribution cloud in the static mechanics are selected for the analysis. According to the results of the static mechanic’s analysis, its initial upper cross-beam deformation stress-strain analysis cloud is shown in Figure 7. The first three orders of vibration are shown in Figure 8. Figure 7 shows the theoretical model, which reveals the relationship between force and displacement in the beam dimension, while Figure 8 shows the finite element solid calculation results in three dimensions. The deformation is between 1.16 mm and 1.73 mm, and the deformation is small compared to the whole size. The 1st order vibration pattern is the vibration of the upper beam structure subjected to the vertical direction, the 2nd order vibration pattern is the vibration of the horizontal direction subjected to load, and the 3rd order vibration pattern cloud is the vibration of the torsion according to the centerline, which leads to a large deformation in the middle of the upper beam due to the action of the hydraulic cylinder body on the beam.

Figure 8 Optimization of the first three orders of modalities of the front cross beam.
The results showed that the maximum deformation occurred at the contact between the hydraulic cylinder and the upper beam, followed by a larger deformation at the contact between the tie rod and the beam. The maximum deformation of this structure is 0.0296 mm, and the maximum stress is 20.3 MPa, the maximum deformation is very small for the whole hydraulic machine, and the maximum static stress is much less than the yield strength of the material, the strength and stiffness of the crossbeam structure meet the mechanical design theory requirements, and the upper crossbeam structure can be optimized for maximum space to improve the stiffness of the crossbeam structure and achieve the purpose of material reduction. After setting the optimized area and unoptimized area locations. The optimization process of the mechanical mechanism is shown in Figure 9, and it can be found that with the increase of the number of iterations. The results tend to be stable, at this time the extraction process (200th, 420th, 600th) of the three mechanical structures, it can be found that the optimization results in a more superior mechanical performance.
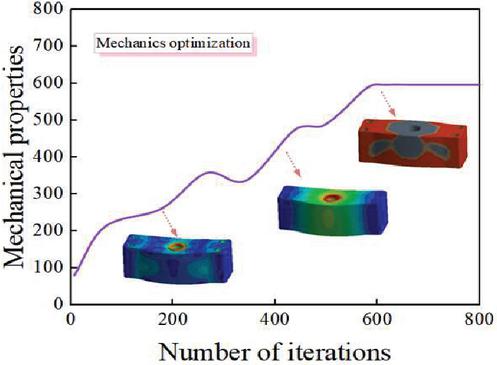
Figure 9 Results of topology optimization of the crossbeam.
After 4 iterations, the model calculation started to converge, and after 6 iterations, the model converged. Because the upper beam is affected by the column, it is not optimized. Before optimization, the mass of the optimized part is set to be reduced by 40%, and the comparison of the beam structure before and after optimization shows that the mass of the beam structure before the optimization is 2333 kg, while the mass of the beam structure after optimization is 1440 kg, and the mass of the beam structure is reduced by 893 kg, which greatly saves material and achieves the purpose of green manufacturing. To regularize the optimized model, the model was imported into the software for regularization. Then the dynamic and static performance analysis was carried out, and its optimized static mechanical performance is shown in Figure 10.

Figure 10 Stress and deformation under mechanical optimization.
The result of software optimization calculation shows that the maximum static stress is reduced by 6 MPa and the maximum deformation is reduced by 0.0018 mm while the mass of the upper beam is reduced by 38%, which achieves the optimization effect in Figure 11.
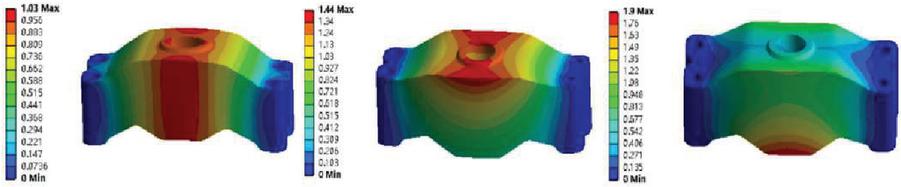
Figure 11 Dynamic mode before force optimization.
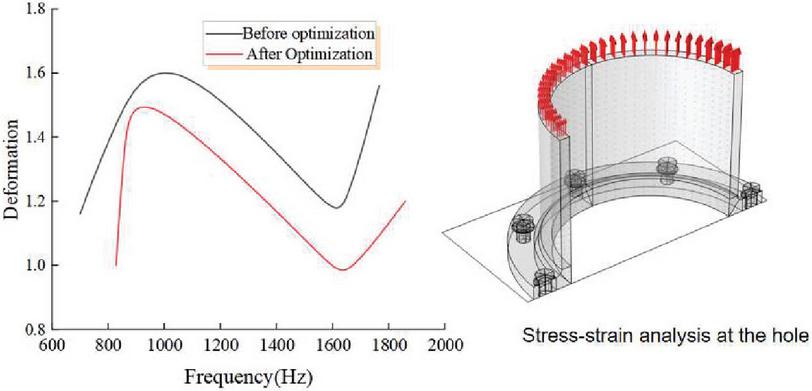
Figure 12 Comparison of mechanical properties in hole stress mode.
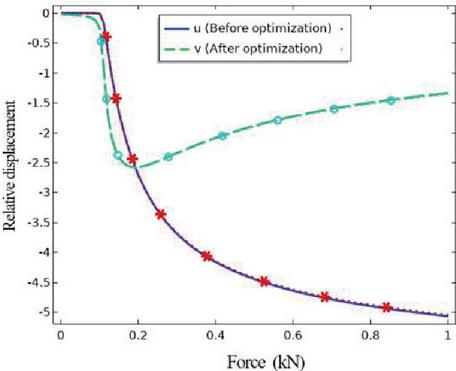
Figure 13 Comparison of relative deformation under variable density mechanics optimization.
A comparison of the maximum deformation before and after optimization is shown in Figure 12. According to the results of the above analysis, it can be seen that after the optimization of the upper beam structure, the dynamic and static performance is significantly improved, the strength, stiffness, and stability are improved, and the mass is reduced significantly, which can improve the performance of the basic structure of the hydraulic press. After the above analysis, the mass of the upper beam is reduced by 38%. The first 3 orders of inherent frequency are increased by 4.5%18.6% respectively. The maximum static stress and maximum deformation were reduced by 10.33% and 6.14%, respectively. The optimized data and parameter model was obtained, and the upper crossbeam structure model has uniform stress distribution, smaller local stress, and smaller deformation, which achieved the expected optimization effect. For the upper cross-member structure, the optimized upper cross-member structure is reasonably designed with the cylinder block part. The form of table shoulder is adopted, and the second part of the upper cross member structure and the tie rod column adopts the form of a v-groove structure, the stress is only about 2.85 MPa, and the strain here is also small accordingly. The optimized upper beam structure can be applied in actual engineering by casting. In addition, we compare the mechanically topologically optimized structure under the variale density finite element method, with the theoretically optimized structure as well as with the completely unoptimized structure. Figure 13. It can be seen that as the force increases, the performance of the mechanics before and after optimization is comparable to that of the results with only parametric optimization in the range of 0.2 kN. As the load continues to increase, the relative deformation of the beam structure after optimization of the variable density mechanics is smaller and constantly in a dominant position. It can be seen that the variable density mechanics optimization method has a broader mechanical performance design advantage.
4 Conclusion and Discussion
(1) Theoretical strength tests and finite element mechanical analysis were performed on the hydraulic machine beam, hydraulic cylinder and other components. The calculation results show that the stress on the column is 175.75 MPa, the stress on the hydraulic cylinder is 119 MPa, and the maximum stress on the upper beam is 43.708 MPa. the maximum stress is less than the allowable material stress, so the strength and stiffness of the hydraulic machine body meet the design requirements, and the forging process can be carried out stably.
(2) Dynamic and static performance analysis of the rack-type structure was conducted. The static performance analysis showed that the maximum deformation of the forging hydraulic press was 0.19726 mm and the maximum stress was 69.046 MPa. the maximum stress was less than the ultimate stress of the hydraulic press. The dynamic performance analysis shows that the first 6 orders of the forging hydraulic press have an inherent frequency greater than 12.767 Hz. According to the actual operating frequency of the hydraulic press, the forging frequency is 180 times/minute and the operating frequency is 3 Hz. The first 6 orders are much greater than the operating frequency, which is far from the occurrence of resonance phenomenon.
(3) Topology optimization of the crossbeam structure was carried out. The beam structure was optimized by using the relevant optimization module of the finite element software. The optimization results show that the masses of the upper, middle and lower beams are reduced by 38%, 36% and 5.57%, respectively. The maximum stresses of the upper, middle and lower beams were reduced by 10.33%, 8.3% and 51.8%, respectively. The deformation was reduced by 6.14%. The inherent frequency of the first 3 orders was increased to achieve light weighting. The overall mechanical properties became better and the dynamic and static stability of the frame was improved.
(4) As the load increases, the beam structure after variable density mechanical optimization has less relative deformation and remains dominant. It can be seen that the variable density mechanical optimization method has a wider range of mechanical performance design advantages.
References
[1] Yu Xinlu. Design and application of hydraulic presses [M]. Beijing: Machinery Industry Press, 2007: 71–130.
[2] Yu Xinlu, Yang Zinguang. Structure and control of hydraulic press [M]. Beijing: Machinery Industry Press, 1989: 1–15.
[3] Jing YB, Li Xd, K FZ. Displacement and dual-pressure compound control for fast forging hydraulic system[J]. Journal of Mechanical Science and Technology, 2016, 30(1): 353–363.
[4] Pang Fengxiang. The joint simulation and experimental research on the hydraulic system of 22MN fast forging hydraulic press[D]. Qinhuangdao: Yanshan University, 2011.
[5] Li W. Research on the hydraulic servo control system of 16MN fast forging hydraulic press [D]. Wuhan: Huazhong University of Science and Technology, 2016.
[6] Fan Yulin, Zhang Yingjie, Wei Lingyun, etc. Design and analysis of the hydraulic system of 45/50MN quick forging hydraulic press [J]. Forging Equipment and System Technology, 2011, 46(05): 49–51.
[7] Gao Lu, Cui Mingliang, Zhao Shiyan, et al. Hazardous point analysis of combined preload frame of 800MN die forging hydraulic press [J]. Heavy Machinery 2012(03): 51–54.
[8] Shao F, Yao C. M. Optimization design of 10MN cylinder-actuated quick forging hydraulic press frame [J]. Forging Equipment and Manufacturing Technology, 2016, 51(02): 28–30.
[9] Mei Chao, Qu Yinhu, Cheng Xiaole, et al. Structural design and modal analysis of large diameter stainless steel bar stripping machine cutter [J]. Journal of Xi’an Engineering University, 2019, 32(02): 198–205.
[10] She, H.B., Zhang, X.L., Wen, S.H., etc. Finite element modal analysis of 80MN rapid forging hydraulic press [J]. Forging and pressing technology, 2013, 38(02): 168–171.
[11] Dong Xiaochuan. Research on critical preload force of combined components of large hydraulic presses [D]. Qinhuangdao: Yanshan University, 2014.
[12] Zhang Lifeng, Li Jing, Tang Chaofei et al. Finite element analysis of crankshaft of emulsion pump based on ANSYS Workbench 12.0 [J]. Journal of Xi’an Engineering University, 2014, 28(06): 760–764.
[13] K Raz, V Kubec, M Cechura. Dynamic behavior of the hydraulic press for free forging[J]. Procedia Engineering, 2015, 100: 885–890.
[14] Liu Sheying, Zhang Hong. Introduction to the development process and development trend of forging hydraulic press in China [J]. Hydraulic Pneumatic and Seal, 2010, (09): 1–4.
[15] Cao XM, Yao J, Sha T, et al. Pressure-relief impact control of open circuit hydraulic pump-controlled forging press system[J]. Processes, 2019, 7(9): 638.
[16] Lu XJ, Huang MH. A novel multi-level modeling method for complex forging processes on hydraulic press machines[J]. The International Journal of Advanced Manufacturing Technology, 2015, 79(9): 1869–1880.
[17] K Osakada, K Mor, T Altan, P Groche. Mechanical servo press technology for metal forming[J]. CIRP Annals – Manufacturing Technology, 2011, 60(2): 651–672.
[18] Zhu PH, Zhang LH, Zhou R, et al. A novel sensitivity analysis method in the structural performance of hydraulic press[J]. Mathematical Problems in Engineering, 2012, (9): 647127.1–647127.21.
[19] Zheng JM, Zhao SD, Wei SG. Application of self-tuning fuzzy PID controller for an arm direct drive volume control hydraulic press[J]. Control Engineering Practice, 2009, 17(12): 1398–1404.
[20] Lu XJ, Li YB, Huang MH. Operation-region-decomposition-based singular value decomposition[J]. Industrial & Engineering Chemistry Research, 2013, 52(48): 17221–17228.
[21] Yu HY, Tang JL, Hu J. Research on hydraulic system of speed forging hydraulic machine[J]. Applied Mechanics & Materials, 2012, 192: 123–127.
[22] Gao J, Yan GY, Peng GY, et al. Experiment study on performances of servo pump used in hydraulic press machine[J]. Advanced Materials Research, 2012, 516–517: 892–895.
[23] Minav TA, Laurila LE, Pyrhonen J. Analysis of electro-hydraulic lifting system’s energy efficiency with direct electric drive pump control[J]. Automation in Construction, 2013, 30: 144–150.
[24] Yao J, Ren X, Cao X, et al. Experimental study on energy consumption characteristics of fast hydraulic forging press with open variable pump-controlled system[J]. China Mechanical Engineering, 2017, 28(4): 462–469.
[25] Su Yang. The structural design and topology optimization of the body of a 10MN cylinder-driven single-arm quick-forging hydraulic press [D]. Qinhuangdao: Yanshan University, 2014.
[26] Hu QG, Hu YM. Static and dynamic multi-objective topology optimization of industrial robot arm [J]. Journal of Chongqing Jiaotong University (Natural Science Edition), 2020, 39(09): 146–152.
[27] Song Zhanjie, Guan Dianzhu, Lin Guanyi. Modal analysis of gantry bending machine frame and table topology optimization based on ANSYS Workbench [J]. Forging and pressing technology, 2020, 45(04): 154–158169.
[28] Zhu JH, Zhou H, Wang C, et al. A review of topology optimization for additive manufacturing: status and challenges[J]. Chinese Journal of Aeronautics, 2021, 34(1): 91–110.
[29] Wang Taiheng et al. Analysis of Factors Influencing Mechanical Properties of Corrugated Steel Based on Entropy Method. European Journal of Computational Mechanics, 2022, 31(4): 539–554.
[30] Yangyang Wei, et al. Bionic Mechanical Analysis of Dragonfly Wings: The Feasibility of Mesh Combination to Improve Structural Stiffness. European Journal of Computational Mechanics, 2022, 31(4): 459–504.
Biography

Teng Xiaolei received the bachelor’s degree in engineering from Nanjing Institute of Technology in 2020. He is currently studying as a graduate student at the School of Mechanical Engineering of Yangzhou University. His research areas and directions include structural analysis and design.
European Journal of Computational Mechanics, Vol. 32_1, 85–102.
doi: 10.13052/ejcm2642-2085.3214
© 2023 River Publishers