Condition Monitoring of an Axial Piston Pump on a Mini Excavator
Nathan Keller, Annalisa Sciancalepore* and Andrea Vacca
Purdue University, 1500 Kepner Drive, Lafayette IN 47905, Indiana,
United States
E-mail: kellern@purdue.edu; ascianca@purdue.edu; avacca@purdue.edu
*Corresponding Author
Received 17 March 2020; Accepted 20 September 2022; Publication 29 April 2023
Abstract
The focus of this paper is to show the process of developing a condition monitoring system for an axial piston pump mounted on a mini excavator. This work outlines some previous condition monitoring work on axial piston pumps but addresses the lack of research conducted on mobile hydraulics. The valve plate of the pump is chosen as a case study to demonstrate varying degrees of wear and damage to represent healthy and faulty pump conditions. The wear and damage of these valve plates is measured using an optical profilometer, and efficiency measurements were conducted to characterize the fault levels. Once the faults were characterized, the mini excavator was introduced and instrumented to demonstrate what parameters were being considered. Next, three duty cycles were introduced: controlled, digging, and different operator cycles. The controlled cycles are a very repeatable condition that eliminated the need of an operator. The digging cycle was more of a realistic cycle where an operator dug into a loose pile of soil. The different operator cycle is the same as the digging cycle, but a different operator was employed. The sensors that proved to be the most useful in detecting valve plate faults were the drain pressure, pump port pressures, engine speed, and pump displacement. Fault detectability accuracies of 100% were achievable under the controlled cycle utilizing the Fine KNN classification machine learning algorithm. The digging cycle could achieve a fault detection accuracy of 93.6% using the same algorithm and sensors. Finally, the cross-compatibility between a model trained under once cycle and using data from another cycle as an input was investigated. This study showed that a model trained under the controlled duty cycle does not give reliable and accurate fault detectability for data run in a digging cycle, below 60% accuracies. However, cross-compatibility may be achievable if more extreme faults are present. This work concluded by recommending a diagnostic function for mobile machines to perform a preprogrammed operation to reliably and accurately detect pump faults.
Keywords: Axial piston pump, machine learning, condition monitoring, mobile hydraulics, fault detection.
1 Introduction
Fluid power systems are essential for the proper operation of many mobile applications, such as agriculture, mining, aerospace, forestry, marine, and many other applications. There is currently high motivation to enhance these hydraulic systems to make them more efficient and smarter. This is often accomplished by the pairing of electric technologies for sensing and control. Hydraulic systems become capable of achieving things with finer precision and accuracy than has ever come before. However, at the heart of these hydraulic systems is the hydraulic pump. The pump is responsible for providing flow to the system, and without it the system would not function. Therefore, with this increase of electronics paired with the hydraulic system, it then becomes easier to monitor the health of the hydraulic pump to prevent failure. This practice is generally known as condition monitoring.
Pump failure is often attributed to wear, which can be defined as the removal of material by mechanical and/or chemical interactions [1]. A common type of wear in hydraulic systems is abrasion, which is the asperity contact between two materials of different hardness. Abrasion can occur when two parts of the pump come into contact with one another. It can also occur when particle contaminants in the fluid enter the lubricating interfaces of the hydraulic system can cause asperity contact between the particle contaminant and the surface of the component. An early study of hydraulic system failures found that up to 70% of hydraulic failures are caused by fluid contamination and, in turn, wear [2].
Hydraulic systems are incredibly sensitive to wear because of the tight tolerances of the lubricating interfaces in each of the components. Therefore, maintenance strategies have been implemented to reduce the impacts of machine failures. These strategies are breakdown maintenance, preventive maintenance, and condition monitoring. Preventive maintenance is the primary maintenance strategy employed by most industries. However, breakdown maintenance is still utilized but is not recommended.
The final and most complex maintenance strategy is condition monitoring, which is quickly becoming the preferred and best maintenance strategy. This strategy continuously monitors the condition of the system using a data acquisition system and a decision maker to determine the state of the system being monitored. This method improves the understanding of how the machine operates, in addition to increasing the machine availability and reducing the inventory of required spare parts. However, condition monitoring requires sensors, some sort of signal processing, and maintenance staff must be trained in instrumentation and calibration [3].
Condition monitoring of hydraulic systems in mobile equipment has been an area of increasing interest for Original Equipment Manufacturers (OEMs), operators, and researchers. Condition monitoring is more readily available and easier to implement on industrial or stationary machinery. However, the implementation of a condition monitoring method on mobile machines is more difficult because of the various operating conditions of the machines and the limited space on the machine. The amount of readily available computing software with machine learning packages makes condition monitoring a more affordable and realistic maintenance strategy to implement on mobile machinery than in previous years. Therefore, the motivation of this work is to show a process to develop an affordable machine learning condition monitoring system for mobile machinery, specifically to axial piston pumps on a mini excavator.
This work provides novel contributions to the field of fluid power and condition monitoring research. Firstly, it involves the implementation of valve plates with quantifiable wear and damage for the use of condition monitoring on axial piston pumps. Next, an investigation is made of existing condition monitoring methods for the implementation on axial piston pumps on a mobile mini excavator using physically damaged valve plates running under dynamic operating conditions. Lastly, a determination of the minimum number of sensors required to detect the valve plate damage is performed on the mini excavator.
The approach to this work started with a literature review, which can be viewed in Section 2. Then, Section 3 discusses the reference pump and which axial piston pump component is used for the condition monitoring study in this work. Next, a Bobcat 435 mini excavator is instrumented, and duty cycles are developed, see Section 4. Section 5 shows measurement observations to determine if repeatability is achieved and if fault detectability can be observed with the human eye. A feature selection and machine learning algorithm selection are then discussed in Sections 6 and 7, respectively. Section 8 discusses the results of model cross-compatibility, and the paper concludes with Section 9.
2 Brief Axial Piston Pump Condition Monitoring Literature Review
The past 25 years have produced some useful work on condition monitoring for axial piston pumps using Artificial Intelligence (AI). In 1994 and 1995, Lu, Burton, and Schonenau trained an artificial neural network (ANN) to detect piston/cylinder faults on an axial piston pump using purely experimental data. The pistons had varying degrees of wear and were each tested. The inlet and outlet pressures were measured and fed into an ANN to be trained with the known faults [4, 5].
Ramdén in 1995 trained an ANN, Self-Organizing Map (SOM) type of ANN, to detect faulty valves in a hydraulic system using data obtained from simulation results [6]. It was determined that ANNs trained on experimental data were more accurate than those trained using simulation data by comparing the fault detection of cylinder actuators trained using either simulation or experimental data [7]. This is likely because the simulations contain assumptions and inherently do not capture the complete understanding of the system [8].
Again in 1995, Ramdén showed the detection of a worn-out bearings and valve plate using an ANN that was trained on purely experimental data [6]. These tests were conducted under a single operating condition running at steady state.
In 2005, Li used various condition monitoring algorithms to detect faulty pistons in an axial piston pump [9]. The faulty piston/cylinder interface was artificially induced to simulate the leakage of a worn piston/cylinder interface. This was done by implementing a pressure control servo valve that diverted flow from the pump outlet to the drain with a waveform simulating different degrees of piston wear.
An ANN trained to detect the valve plate and slipper/swashplate wear was implemented in 2011. This work was interesting as it implemented neural networks in conjunction with chaos theory [10]. The actual condition of the valve plate and slipper/swashplate were not quantified to show the degree of wear.
In 2013 Du, Wang, and Zhang used a layered clustering algorithm to detect multiple faults on an aerospace axial piston pump by measuring drain flow, outlet pressure, radial vibrations, and axial vibrations [11].
In 2018, Lan et al. implemented a pattern recognition ANN in conjunction with spectral analyses of pump vibrations and outlet flow to detect slipper wear on an axial piston pump. The results were comparable to other machine learning algorithms used [12].
Each of the previously mentioned work concerning machine learning algorithms has been completed under steady-state conditions in stationary test-rigs. They also do not give a detailed account of the degree of damage on the components, if faults were not artificially generated by using some modification to the hydraulic system or by simulation.
3 Component Selection
This section briefly introduces the reference pump utilized for this condition monitoring study on a mini excavator. The main wear interfaces of the pump will be lightly touched upon to give the motivation and reasoning behind selecting the valve plate for this case study. The physical wear and damage of the valve plates are briefly presented in this section. For more details, please refer to [13].
Finally, volumetric efficiency measurements of each of the valve plate cases is shown. It should be also noted that a more detailed description of the testing procedure was made and presented in [13]. All pumps with the damages where first run-in and tested in a stationary test rig and were then installed on the mini excavator.
3.1 Reference Pump
A swashplate type axial piston pump is selected for this condition monitoring investigation. The reference unit is a Parker P1 18 cc/rev pump. Table 1 shows the general specifications of the selected component.
Table 1 Parker P1 pump general specifications
| Max. Displacement | 18 cc/rev |
| Pressure Range | 0 to 350 bar |
| Speed Range | 600 to 3600 rpm |
| Temperature Range | 40 to 95C |
| Rated Fluid Viscosity | 6 to 160 cst |
| Pistons | 9 |
| Overcenter Capable | Yes |
| Closed-Circuit | Yes |
Through extensive literature review and Failure Modes and Effects Analysis (FMEA), the researcher settled on the three main lubricating interfaces of an axial piston pump, as these are the main sources of energy dissipation in axial piston pumps, see Figure 1 [14–16]. These three interfaces are the cylinder block/valve plate, piston/cylinder, and the slipper/swashplate interfaces.
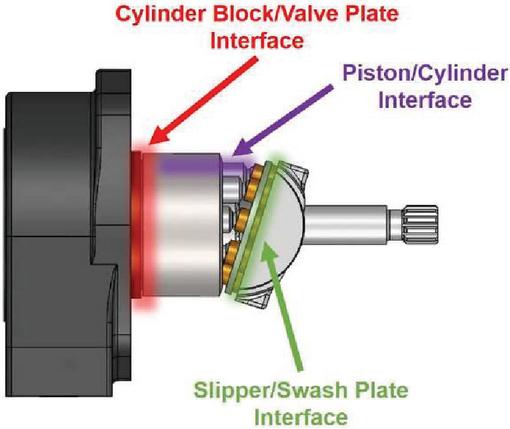
Figure 1 Main lubricating interfacing on a swashplate type axial piston pump.
The valve plate is selected because of its tendency to experience large amounts of wear and damage. Moreover, the investigation presented in [11], shows that valve plates contributes up to 38% of pump failures in some aerospace pumps. The roller bearings are neglected in this study because of the inability to obtain worn bearings or to induce reliable and repeatable artificial damage.
3.2 Valve Plate Wear
Five valve plates with varying degrees of wear and damage have been obtained to perform the necessary condition monitoring experiments on the mini excavator. It is important to note that the effects on the performance of the pump with the various states of valve plate health cannot be exactly known and is difficult to predict because of the high nonlinearity of these interfaces [17]. The selected valve plates can be seen in the list below.
1. No Wear with No Damage (Healthy)
2. Severe Wear with No Damage (SW_ND)
3. Minor Wear with Severe Damage (MinW_SD)
4. Moderate Wear with Minor Damage (ModW_MinD)
5. Extreme Damage (ED)
Each of the different degrees of wear on the valve plates occurred naturally while the pump was mounted on a mini excavator on the suction-delivery transition. The wear profile is measured using a ZeGage optical profilometer. The valve plate that appears to have negligible wear, shown in Figure 2, is considered the healthy valve plate and will serve as the basis for all measurements that will be classified as healthy.
The black plot in Figure 2 is the zoomed green profile that can be seen in the surface image of the valve plate.
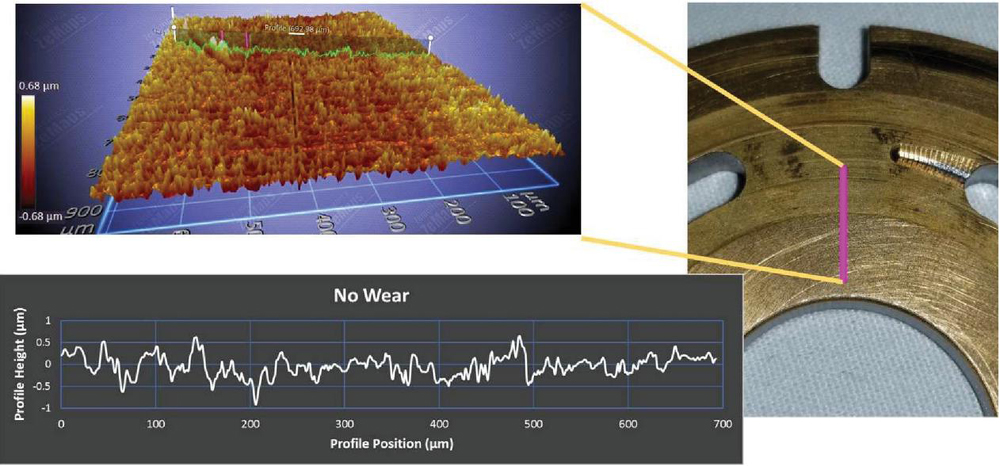
Figure 2 Profilometer measurements of valve plate with no wear or damage.
Although the valve plate illustrated in Figure 3 has only minor wear, about four micrometers, it is reasonable to expect some impact on performance and efficiency since the film thickness is within the same order of magnitude as the wear depth.
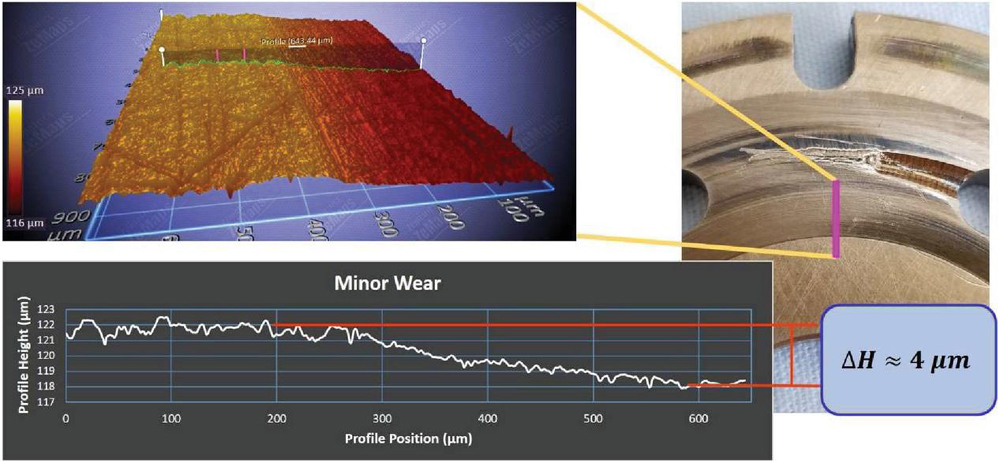
Figure 3 Profilometer measurements of valve plate with minor wear.
Figure 4 shows wear that is an order of magnitude greater than the “healthy” valve plate, approximately ten micrometers. Therefore, performance is more likely to be affected by the amount of wear observed in Figure 4.
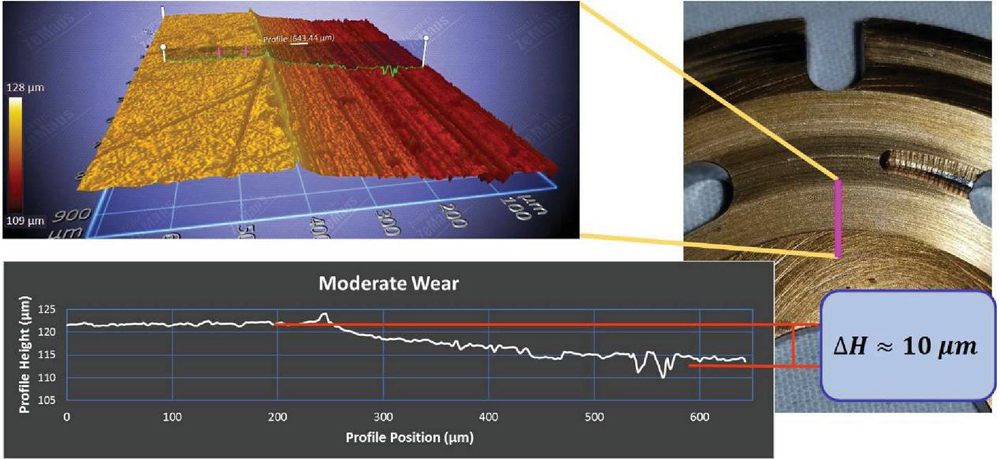
Figure 4 Profilometer measurements of valve plate with moderate wear.
Severe wear on a valve plate can be seen in Figure 5. The variation in the wear profile is about 20 micrometers. An interesting phenomenon can be observed where a ridge with a height of about 20 micrometers is present. This ridge is likely caused by the contact from the cylinder block and caused the material to deform into a ridge, approximately 40 micrometers. Observable performance differences are more likely to be detected with the severely worn valve place when compared to the healthy valve plate. A ridge of smaller height can be observed in the moderately worn valve plate in Figure 4, likely due to less wear.
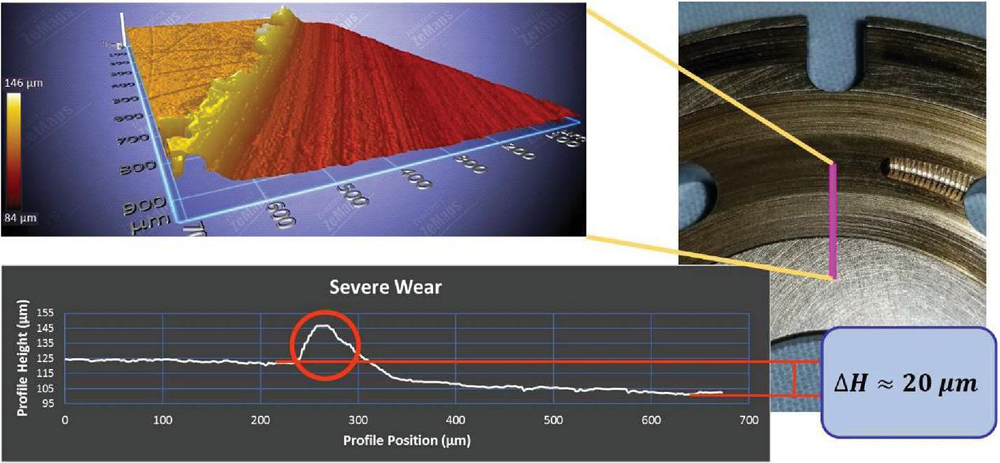
Figure 5 Profilometer measurements of valve plate with severe wear.
3.3 Valve Plate Damage
To observe the affects that a damaged valve plate would have on the performance of the pump, some valve plates have been artificially damaged at the relief groove on the suction side of the valve plate, between the low and high pressure ports. The artificial damage is used to approximate damage from debris particles gouging and removing material at the suction side of the pump. Four levels of damage are measured: No damage, minor damage, severe damage, and extreme damage.
The healthy valve plate does not contain any artificial damage, as can be seen in Figure 2. This valve plate serves as a no wear and no damage case to determine the performance of a healthy pump. However, there is also no damage on the valve plate with severe wear. This allows for a comparison of wear versus damage. The severe wear and healthy case can be compared, and the minor wear and severe damage case can be compared to the healthy case to observe differences in performance.
Figure 6 shows the minor damage that is induced on the suction relief groove on the valve plate. The scratch was placed in a radial pattern as to follow the motion of the cylinder block relative to the valve plate. The scratch is deep but narrow. It goes down approximately 30 micrometers but is less than 0.5 micrometers in width. This damage is classified as minor in comparison to the other selected valve plates.
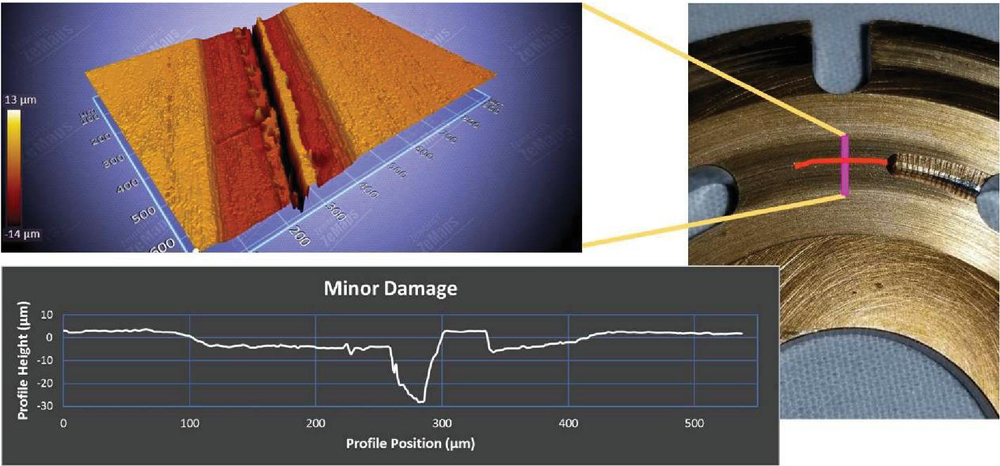
Figure 6 Profilometer measurements of valve plate with minor damage.
Figure 7 shows the damage done to the relief groove on the suction side of the valve plate. Damage varies from 20 to 80 micrometers in depth while spanning almost 800 micrometers. Figure 7 is a result of a spring-loaded automatic steel center hole punch being used to create a more severe dent. This valve plate could simulate a severe case of cavitation and abrasion damage.
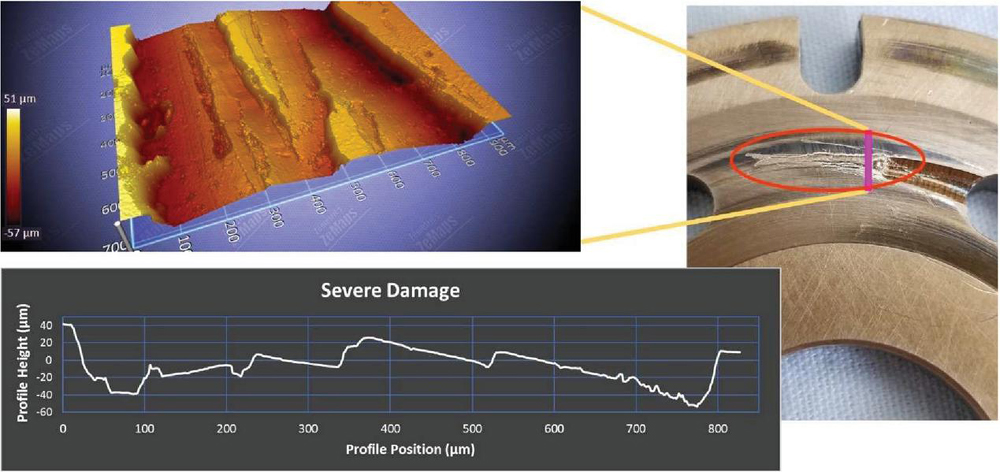
Figure 7 Profilometer measurements of valve plate with severe damage.
A valve plate with extreme damage is used to help ensure a difference can be observed and detected. Figure 8 shows measurements from a Bruker optical profilometer of an extremely damaged valve plate. The Bruker optical profilometer is used to measure the depth of damage that exists on the extreme damage valve plate.
Figure 8 shows that the width of the damage is approximately 2 mm while the depth of the damage groove is about 350 m. This type and severity of damage would increase the leakage to the case of the pump, thus increasing case drain flow.
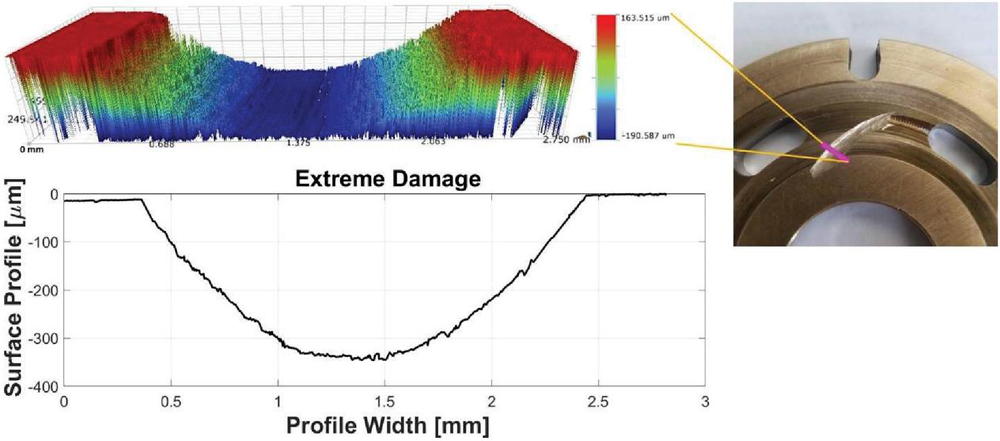
Figure 8 Optical profilometer measurements of valve plate with extreme damage (ED).
3.4 Valve Plate Volumetric Efficiencies
The wear and damage on the valve plates should result in lower volumetric efficiencies than the pump equipped with a healthy valve plate. Figure 9 shows outlet flow and differential pressure measurements under steady-state operating conditions on a stationary test-rig. Figure 9 shows the outlet flow of the healthy pump is slightly greater than the faulty valve plates under identical operating conditions, suggesting less leakage. Figure 10 shows the significant difference in the outlet flow of the Extreme Damage (ED) valve plate compared to the other valve plate conditions. The outlet flow is lower because the ED valve plate exhibits higher case drain flows.
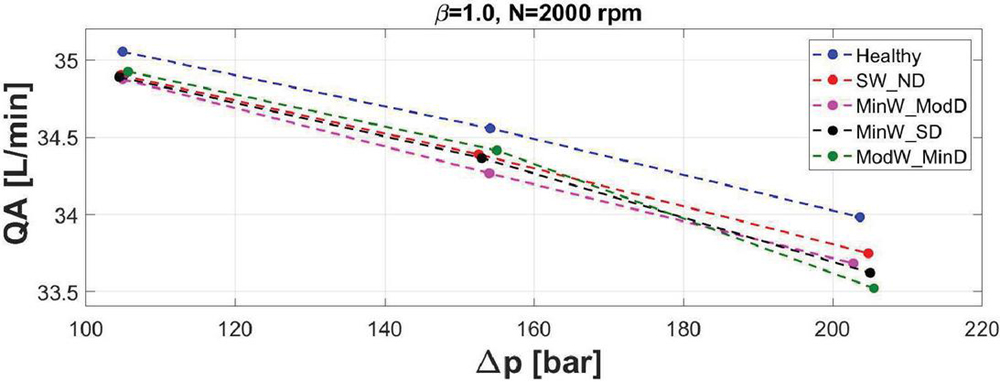
Figure 9 Outlet flow with respect to differential pressure at a fixed speed and displacement.
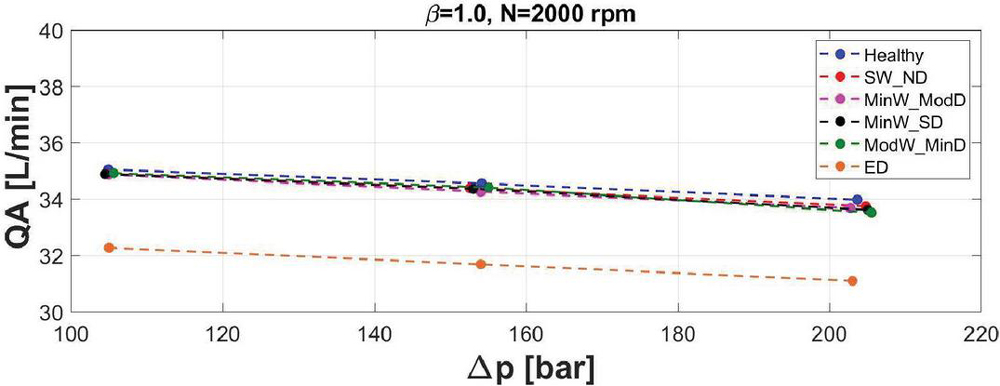
Figure 10 Outlet flow with respect to differential pressure at a fixed speed and displacement, including extreme damage.
Next, the measured volumetric efficiency of each state of health on the pump can be seen in Figure 11, which were taken under steady-state operating conditions on a stationary test-rig. Again, the pump with the undamaged and healthy valve plate is more efficient than the faulty valve plates. The change in volumetric efficiency is approximately 1%, which is within the limit of experimental error. This slight decrease in efficiency may not be noticeable to the operator or detrimental to the functioning of the machine, but it could indicate wear is occurring.
Figure 12 compares the volumetric efficiencies of the healthy and each unhealthy valve plate, including the Extreme Damage (ED) case. The volumetric efficiency of the pump with the extreme damage valve plate is 84%, which corresponds to an 11% drop in volumetric efficiency compared to the healthy valve plate. This difference is obvious to the naked eye and does not require a machine learning algorithm to determine if a fault is present in a stationary test-rig setting under steady-state operating conditions. However, it may be more difficult to detect faults on a mobile application. Therefore, the extreme damage case will be used on the mini excavator for condition monitoring purposes.
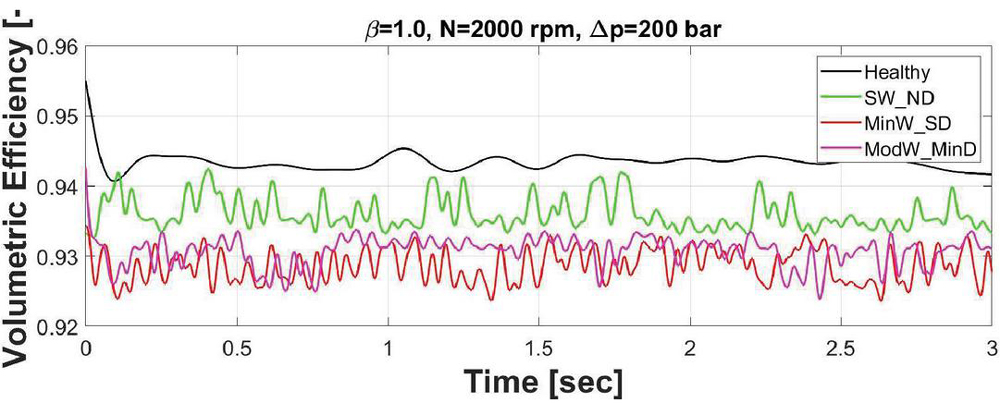
Figure 11 Volumetric efficiency comparison between healthy and unhealthy valve plates.
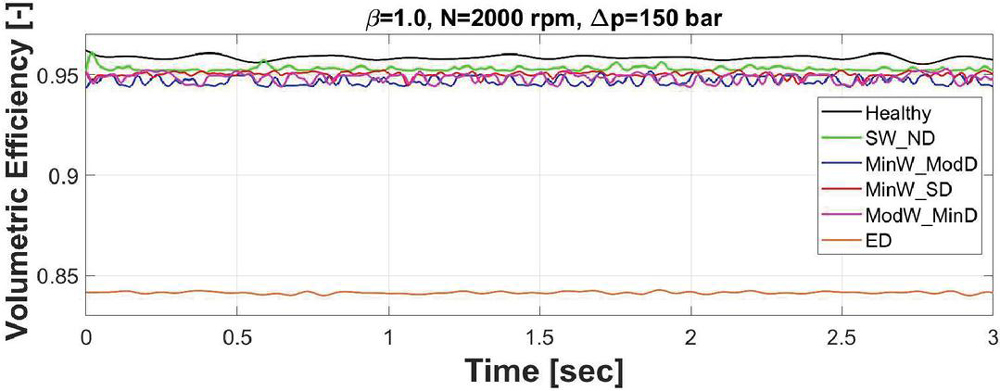
Figure 12 Volumetric efficiency comparison between healthy and unhealthy valve plates, including extreme damage.
4 Experimental Setup
A discussion on the goals of the experimental test-rig will be discussed in this section. Additionally, this section will show the mini excavator, and the hydraulic schematic that is used in this study. The data acquisition system will briefly be discussed before the duty cycles used in the measurement process are introduced.
The goal of instrumenting the mini excavator is to demonstrate a process for implementing a condition monitoring algorithm for an axial piston pump mounted on a mobile machine. Additional goals are to perform a fault detectability analysis, a sensor or dimensionality reduction study, and determine which machine learning algorithms are effective at detecting the valve plate faults.
Fault detectability is the ability of a machine learning algorithm to successfully detect a faulty component in the system under investigation. Sensor reduction, also known as dimensionality reduction, is a study to determine the minimum number of sensors required to adequately detect faulty conditions. Finally, a machine learning algorithm selection is an investigation as to which machine learning algorithm is best suited for the application.

Figure 13 Maha Bobcat 435 DC prototype mini excavator.
A Bobcat 435 mini excavator is selected for this condition monitoring study because it has already been heavily instrumented for previous research endeavors at the Maha Research Lab at Purdue University, see Figure 13. This excavator is a prototype displacement controlled (DC) machine. The DC concept was originally conceived by [18]. Specific work on the formulation and development of the DC system for the reference excavator can be found in [19–21]. This past work details the machine fuel economy, performance, and controllability of the excavator, in comparison with the commercial version based on a centralized hydraulic system.
4.1 Schematics and Sensor Hardware
The mini excavator had already been instrumented with a data acquisition system from the works previously mentioned and contains the Parker P1 18 cc/rev pumps that are being used as the reference pumps in this work. Only minor additions, such as an accelerometer and drain line pressure, needed to be made to equip this test-rig for a condition monitoring investigation.
Figure 14 shows the current hydraulic schematic of the prototype DC mini excavator. This architecture is the novel pump switching design for DC systems. For more information, reference [21]. Only one of the pumps will be used for this investigation, Unit 3. Unit 3 provides flow to the swing and right track motors. The pumps in this excavator are 18cc Parker P1 units equipped with MOOG servo valves for the accurate control of their instantaneous displacement.
It should be noted that the hydraulic circuits presented in Figure 14 are independent from one another and isolated from other excavator functions. The exception is how the Units are mechanically linked to the engine. Single input, double output gearbox is used to connect the Units to the engine shaft. Units 1, 2, and 4 are mechanically coupled to each other through the same gearbox output shaft, while Unit 3 is mounted on an its own gearbox output shaft. It is possible that unexpected engine activity may be reflected in some sensor measurements, resulting in false positives, i.e. accelerations or outlet flow rate. However, these tests were performed at the same engine rpm with little variation, which eliminated the majority of the probable interactions between the pump shafts. Possible interactions from the circuits associated with Units 1, 2 and 4 might affect the dynamics of the engine regulator for limited times during the engine speed transients.
It is important to briefly describe the function of Unit 3 as it pertains to whether the machine is using the right track or utilizing the swing function to rotate the cab. If the right track is operating, then Unit 3 controls the speed of the right track motor through Displacement Control (DC) and behaves as a hydrostatic transmission. However, if the swing motor is activated to rotate the cabin of the machine, then the circuit incorporating Unit 3 changes from a DC circuit to a secondary controlled system. This means Unit 3 is no longer flow controlled but, instead, is pressure controlled. Unit 3’s task is to maintain a pressure setting in the hydraulic hybrid accumulator. The duty cycles where measurements are made on this machine will be discussed later in this section, but Unit 3 will only be used for the swing function and will not be used to operate the right track motor. Therefore, Unit 3 will be exclusively used to maintain a consistent pressure in the hybrid swing drive system.
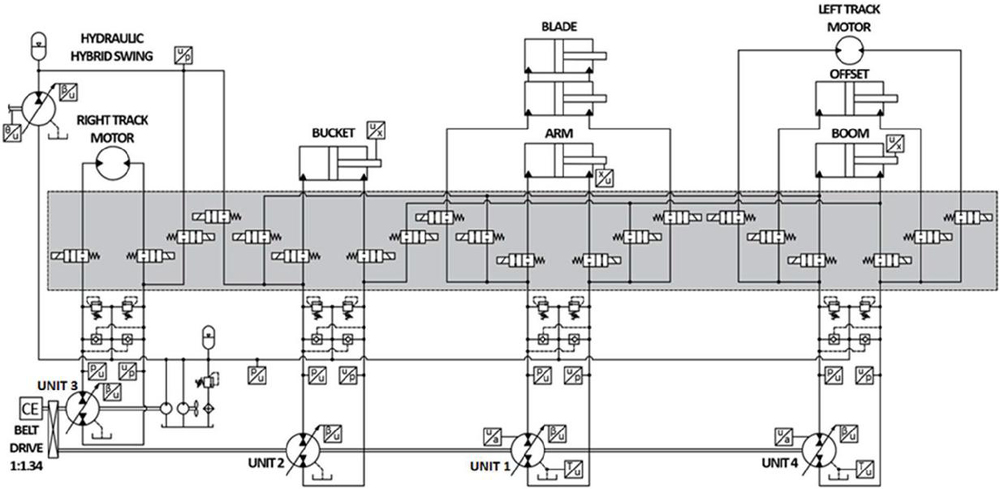
Figure 14 Hydraulic schematic of excavator [21].
Therefore, the pump under investigation, Unit 3, is equipped with several sensors. Pressure sensors are mounted on both pressure ports and the drain port of the pump. A Hall effect sensor measures the swashplate angle, which is directly related to the pump displacement. A single axis accelerometer is mounted on the case of Unit 3 to measure vibrations. Both pressure ports and the drain ports have thermocouples installed to measure the oil temperature. Additional parameters such as engine speed are also measured and recorded. The sensors mounted on the reference pump can be seen in Table 2.
Table 2 Sensors equip on reference pump
| Company | Model | Type | Full Scale | Accuracy |
| Parker | IQAN-SP500 | Diaphragm Strain Gauge | 0–500 bar | 2.5 bar |
| Hydac | HAD 4475-B-0150 | Diaphragm Strain Gauge | 1–10 bar | 0.005 bar |
| PCB Piezotronics | 352C03 | Piezoelectric Accelerometer | 50 g | 1 mV/g or 1% |
| Parker | RS60 | Hall Effect | 47 | 1.4 |
| Omega | KMQSS-062G-6 | Thermocouple | 0–220C | 2.2C or 0.75% |
In total, 15 parameters are measured with respect to time on the excavator test-rig. It is noted that flow, torque, and pressure ripple are not parameters that are being measured. Reasons for this are for feasibility of implementation on a mobile machine. If a condition monitoring system were to be installed on a machine by an Original Equipment Manufacturer (OEM), then it would be unrealistic to include torque and flow meters. These are cost prohibitive and lack the robustness required for mobile equipment. The intent of this investigation is to reduce the cost and complexity for the OEMs of mobile equipment. Other parameters such as joystick commands are for the use of the operator and are not used in this study.
4.2 Duty Cycles
Machine learning algorithms are only reliable within the operating conditions they are trained, which makes defining repetitive and representative duty cycles to train condition monitoring systems essential. As an example, folding cranes must unfold each time they are used. This unfolding operation would be an ideal sequence to run diagnostics with a condition monitoring system since the loads and motion are consistent.
Finding these consistently repetitive cycles is more difficult for other mobile machines, such as an excavator. In fact, some machines do not have as repetitive and consistent cycles as when a crane truck is unfolding. Therefore, a cycle that is easily repeated must be created, or large sums of data must be used to train the algorithms.
This section discusses the duty cycles of the excavator that are employed for the training and testing of the machine learning algorithms. A controlled cycle is developed to check for algorithm efficacy under repeatable conditions, while a digging cycle is used to capture the working conditions of the machine more accurately. Finally, the digging cycle is repeated but with a different operator to test the robustness of the condition monitoring system when another operator is controlling the machine.
The controlled cycle is perhaps the most repeatable cycle for the excavator and is a great candidate to determine if the valve plate vaults are detectable on the mobile machine. The controlled cycle is an artificial cycle where only the cabin of the machine is rotated left approximately 90 degrees from center, swings back to the starting position, and then repeated. Figure 15 shows a simple illustration of the motion of the controlled cycle, and Figure 16 shows the speed of the cab during the progression of the cycle. No other functions (i.e. arm, boom, tracks, blade, bucket, etc.) are used throughout this controlled duty cycle, and the machine is placed in the same orientation and location for each test. The machine is running at a constant engine speed of approximately 2670 rpm.
This cycle eliminates operator variability by implementing a simple proportional controller to command a predetermined displacement setting for the swing motor, thus consistently rotating the cab of the swing in a repeatable and cyclical manner. Therefore, this cycle is automated. As mentioned previously, Unit 3 is used to maintain a set pressure level in the hybrid accumulator when the swing is under operation. As the swing rotates, Unit 3’s displacement varies to attempt to maintain a set pressure setting for the swing drive. This pressure setting is about 225 bar.
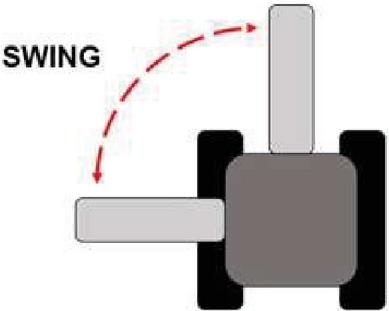
Figure 15 Controlled duty cycle illustration.
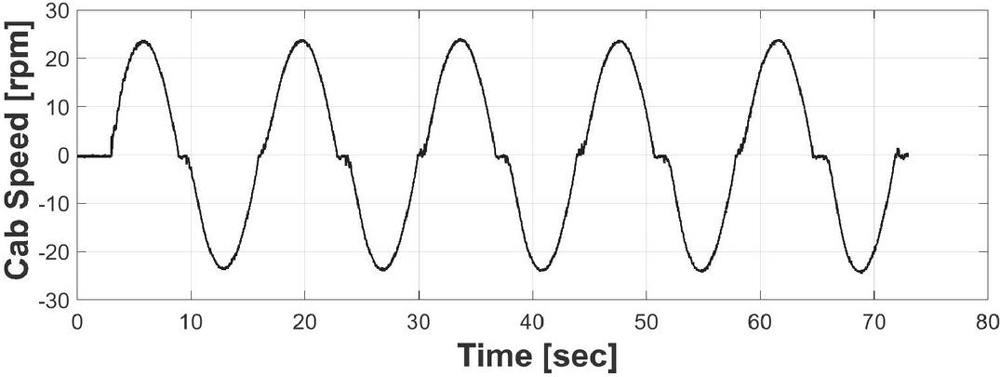
Figure 16 Cabin speed for the controlled duty cycle.
The next chosen duty cycle is that of an excavator digging in a pile of dirt and rotating approximately 180 degrees to unload the bucket, see Figure 17. This cycle introduces a real operator in realistic working conditions. The pile of soil has a consistency of loose and dry clay for better repeatability among measurements. The reason a pile of loose soil is selected is to avoid the variability that is inherent when actively digging into compacted soil.
It may be possible to detect damaged valve plates using a condition monitoring system that is trained under the controlled duty cycle. However, if this is not the case, then a machine learning algorithm will be trained using the data collected from the digging cycle to determine faults.
The final duty cycle is the same as the digging cycle, Figure 17, but implements a different operator. The purpose of this cycle is to determine if operator variability influences the validity of the condition monitoring system. It is possible that a condition monitoring system that is trained under one operator will give different results with another operator. This duty cycle is for comparison purposes, and the data obtained in this cycle will not be used to train any machine learning model. However, the data will be used to test and compare results from models trained under the controlled and digging duty cycles.
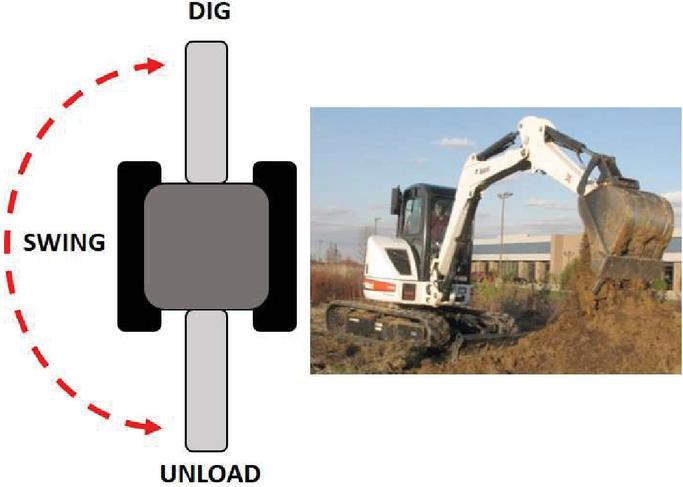
Figure 17 Digging cycle illustration.
5 Measurement Observations
It is important to observe the data to ensure data fed into the machine learning algorithms is acceptable. To ensure acceptability, one must observe the repeatability of the and if trends exist between the different levels of pump health. The data for this investigation was collected multiple times on different days to ensure a large and realistic sample size. The data from the different days was added together to produce an overall testing duration of about 3 hours for each valve plate under consideration.
This section will focus on the data observations from the controlled cycle on the excavator. First, repeatability of the healthy measurements will be observed, and then the healthy measurements will be compared to the different states of pump health. Signals such as the cab speed, engine speed, and port pressures are examined.
A few important caveats need to be addressed at this time. First, the observations plots shown in this chapter show filtered data only for the purpose to examine trends within the data. The filtered or smoothed data is not used in the algorithm training because of the inherent information lost in the filtering. Second, the mini excavator is a functioning mobile machine with an internal combustion diesel engine. Some variation in operating conditions and parameters are to be expected as it is a real-world experimental setup.
5.1 Repeatability Observations
It is important to examine the data for repeatability. If repeatability is achieved, then the data is considered valid and will be used for machine learning purposes with higher levels of confidence. The first parameter to observe is the rotational speed of the cabin. Only slight deviations between the five separate healthy measurements can be seen in Figure 18, and this deviation is caused by the proportional controller that controls the hybrid swing motor. Figure 19 shows only a single cycle of the cab rotation and slight deviations can be observed. However, repeatability of the cab speed is achieved.
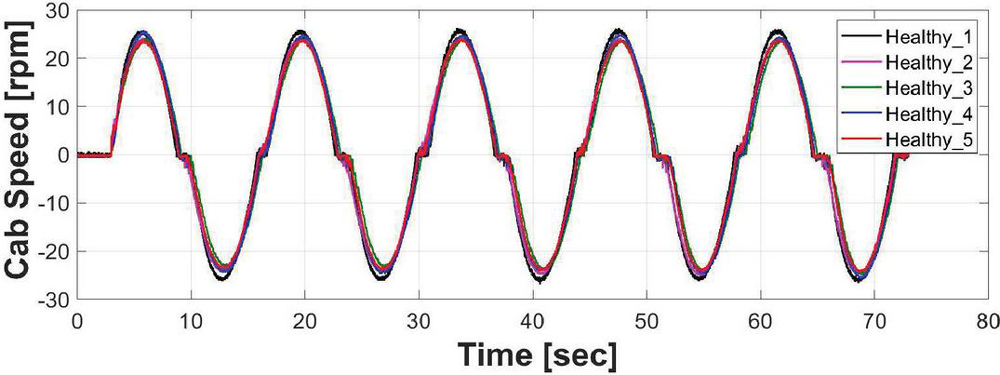
Figure 18 Excavator cab rotation speed of repeatability analysis of the controlled cycle.
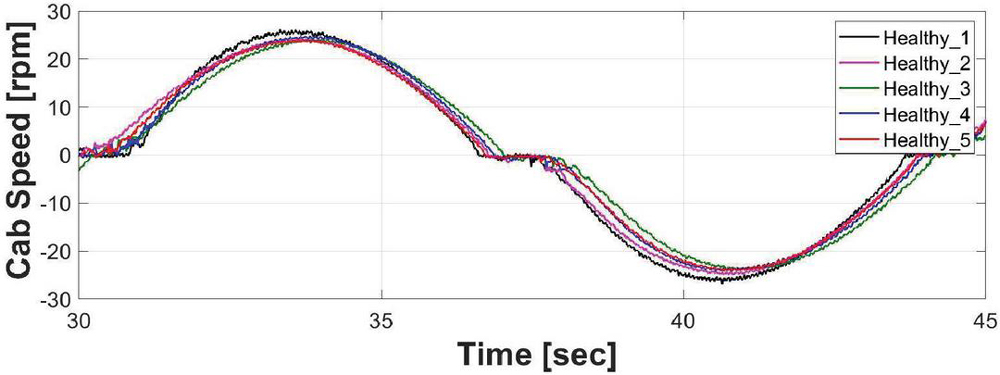
Figure 19 Zoomed view of cab speed rotation repeatability.
The engine speed of the different healthy measurements can be seen in Figure 20. The most the engine speed varies from one measurement to the next is approximately 15 RPM. The engine is set to maintain a constant maximum speed, and the controller produces acceptable repeatability for maintaining a constant engine speed.
Since only the swing drive is operating, Unit 3 is tasked with maintaining a set pressure in the hybrid swing accumulator, as discussed previously. This means the pressure port, Port A, is always the low-pressure port when the swing is under operation. Here, Figure 21, the low-pressure in the system is consistent and repeatable. The low-pressure is maintained around 29 bar, and the drain pressures also show repeatability with little variation.
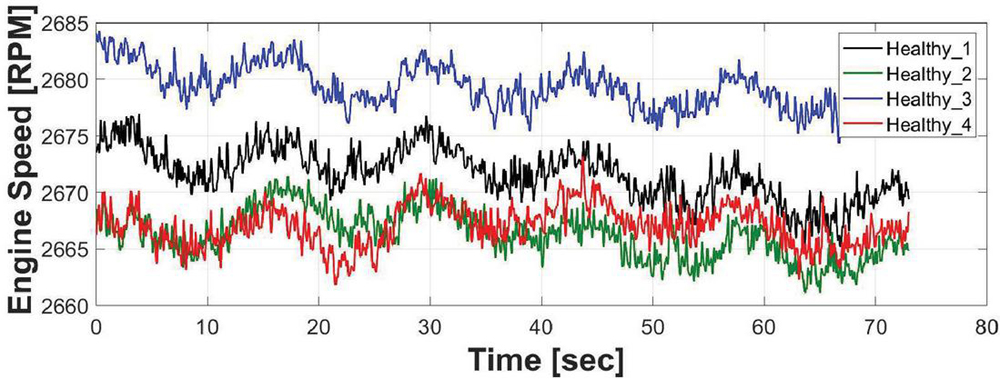
Figure 20 Engine speed of repeatability analysis of the controlled cycle.
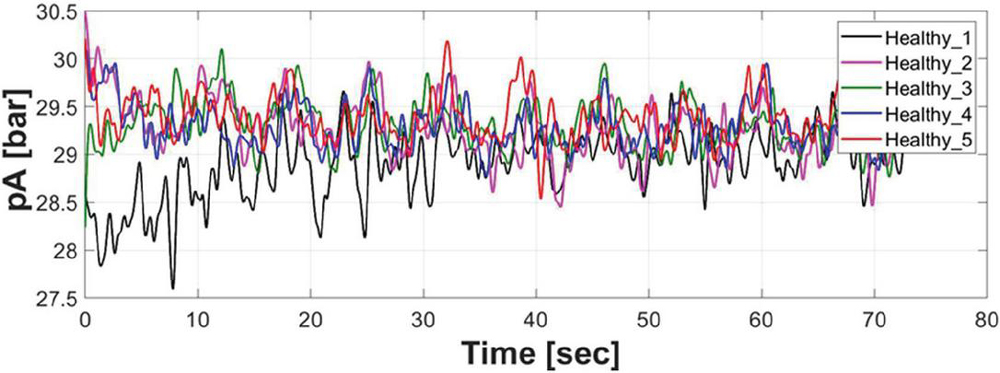
Figure 21 Port A pressure of repeatability analysis of the controlled cycle.
The pressure port, Port B, is the outlet to Unit 3 and is connected to the hybrid accumulator and swing motor. The controller of Unit 3 is set to maintain a pressure around 225 bar. A variation in the outlet pressure port of about 15 bar exists. This variation comes from the gains used in the controller. This variation will be addressed later in this paper but is not considered significant enough to affect the repeatability of the measurement cycles.
5.2 Observable Wear/Damage
In addition to repeatability, it is important to examine the differences between the different states of pump health. This section will show the healthy pump measurements in black and the unhealthy measurement in color.
As shown in Figure 22, the cab speed for the healthy and unhealthy pumps are nearly identical. Only a single healthy measurement is used to compare the various unhealthy pump conditions, since it has been previously established that the cab speed under the different healthy conditions is repeatable. The engine speed is similar to the repeatability measurements seen in Figure 20, and the low pressure is nearly identical between healthy and unhealthy pump conditions. The pump outlet pressure is within the range taken during the repeatability measurements.
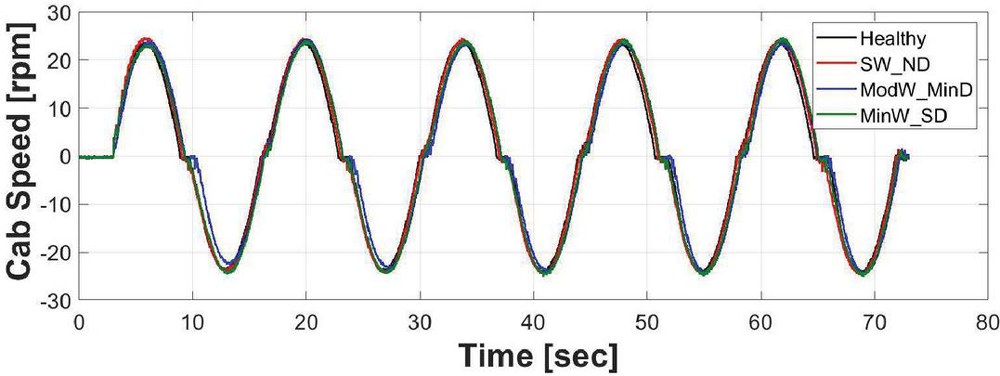
Figure 22 Comparison of cab speed between healthy and unhealthy pump states.
Perhaps the clearest differences between the unhealthy and healthy valve plates can be observed in the drain pressure, Figure 23. The Minor Wear Severe Damage (MinW_SD) case has very similar drain pressure as the healthy cases. However, more pressure oscillations are present. The Moderate Wear Minor Damage (ModW_MinD) and Severe Wear No Damage (SW_ND) cases have noticeably higher drain pressure levels than the healthy condition. Finally, the Extreme Damage (ED) valve plate case exhibits the highest drain pressure with a pressure near 1.4 bar. The drain pressure seems to be a good indicator of valve plate condition and pump health.
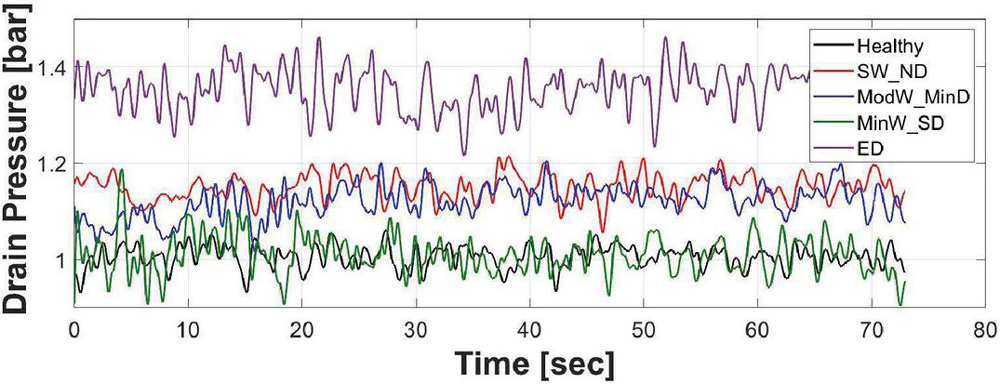
Figure 23 Comparison of drain pressures between healthy and unhealthy pump states.
6 Feature Selection/Sensor Reduction
While some trends can be observed by the human eye, others need to be interpreted by machine learning algorithms. This section focuses on the results from implementing the data gathered from the different duty cycles previously mentioned into several machine learning algorithms and selecting which sensors contribute the most to a successful condition monitoring system. First, the feature selection results will be discussed with models trained using the controlled and digging duty cycles. Next, the results from the investigation on algorithm selection will be discussed. Finally, it is necessary to see how a model trained from a certain duty cycle behaves when the model is fed with data from another cycle.
The purpose of the feature selection is to determine the minimum number of sensors required to accurately and effectively detect valve plate faults for condition monitoring systems. The feature selection method employed on the excavator is different than what was used on the stationary test-rig. First, each of the features under investigation is used singly to determine the magnitude that feature contributes to the accuracy of the machine learning algorithm. Next, a forward selection process is used because of the few numbers of features/sensors under consideration. The features under investigation are inlet pressure (pA), outlet pressure (pB), drain pressure (pD), pump displacement (Beta), pump case vibrations (Accel), and engine speed (N). Feature selection results will be shared of both the controlled and digging cycles.
6.1 Controlled Cycle
First, each of the six features is used as the sole input to the Fine Decision Tree machine learning algorithm to examine how each feature influences the algorithm training time, accuracy, and prediction speed. Next, features are combined to observe how the different combinations affect the algorithm result.
Table 3 shows the entirety of the feature selection results for the controlled cycle. It can be observed that the engine speed (N) does indeed give the highest accuracy of determining if the data is classified as healthy or unhealthy, 96.8%. As noted in the observations of the excavator measurements, the engine speed could provide a false accuracy number due to the stratification of the data seen in Figure 20. While it may be possible the machine learning algorithm is using this stratified data to make its predictions, the engine speed may still be necessary to define the operating conditions for the condition monitoring system to best classify the data as healthy or unhealthy.
Table 3 Feature selection results of the controlled cycle using a fine decision tree algorithm
| Training | Accuracy | Prediction Speed | ||
| Features | Time [sec] | [%] | [M obs/sec] | Selected Features |
| 1/6 | 83.578 | 64 | 3.6 | pA |
| 1/6 | 49.786 | 73.3 | 3.7 | pB |
| 1/6 | 63.51 | 83.2 | 3.8 | pD |
| 1/6 | 46.475 | 72.7 | 3.8 | Beta |
| 1/6 | 36.516 | 96.8 | 3.7 | N |
| 1/6 | 137.93 | 58.1 | 3.2 | Accel |
| 2/6 | 66.216 | 89.5 | 3.7 | PB, pD |
| 3/6 | 64.545 | 99.8 | 3.6 | pB, pD, N |
| 2/6 | 55.889 | 99.3 | 3.7 | pD, N |
| 2/6 | 62.362 | 88.4 | 3.7 | pD, Beta |
| 6/6 | 118 | 99.9 | 3.7 | pA, pB, pD, Beta, N, Accel |
Other parameters, such as the case accelerations (Accel), 58.1%, and the pump inlet pressure (pA), 64% show to produce the least accurate results of the six features that have been evaluated individually. Pump displacement (Beta) and outlet pressure (pB) give comparable accuracies of 72.7% and 73.3%, respectively. The drain pressure (pD) shows to be a promising parameter to monitor for the detection of valve plate wear with an accuracy of 83.2%.
When combining features together the accuracy greatly increases. For example, combining outlet pressure (pB) and drain pressure (pD) the accuracy increases to nearly 90%. Engine speed (N), outlet pressure (pB) and drain pressure (pD) give an accuracy of 99.8%, while using all six features give a marginal improved accuracy of 99.9%. The controlled cycle indicates that drain pressure, outlet pressure, and engine speed are among the most important signals for determining valve plate fault. The case accelerations do not seem to contribute additional information that the other signals do not contain. Therefore, it can be determined that accelerometers are not necessary to detect valve plate wear.
6.2 Digging Cycle
Unsurprisingly, the accuracies from the feature selection process using the digging cycle data are significantly lower than those from the controlled cycle.
Table 4 Feature selection results of the digging cycle using a fine decision tree algorithm
| Training | Accuracy | Prediction Speed | ||
| Features | Time [sec] | [%] | [M obs/sec] | Selected Features |
| 1/5 | 2.3211 | 53.1 | 3 | pA |
| 1/5 | 1.8833 | 61.7 | 3.2 | pB |
| 1/5 | 1.8675 | 60.9 | 3.6 | pD |
| 1/5 | 1.8899 | 62.9 | 3.7 | Beta |
| 1/5 | 1.9358 | 55.8 | 3.6 | N |
| 2/5 | 2.2774 | 66.9 | 3.6 | pB,pD |
| 3/5 | 2.5882 | 67.6 | 3.3 | PB, pD, N |
| 2/5 | 2.2801 | 63 | 3.7 | pD, N |
| 2/5 | 2.2574 | 67.7 | 3.6 | pD, Beta |
| 3/5 | 2.4922 | 69.6 | 3.6 | pB, pD, Beta |
| 5/5 | 3.4512 | 71.8 | 3.5 | pA, pB, pD, Beta, N |
Table 4 shows the results from the feature selection process utilizing data from the digging cycle. It is to be noted that accelerations are not included with this data because they were deemed negligible under controlled conditions. It is interesting to see the engine speed (N) does not contribute nearly as significantly to the accuracy of the classification algorithm as it does with the controlled cycle, 55.8% to 96.8%. This discrepancy in accuracy is likely because the stratification of the engine speed for the controlled cycle. The engine speed is not stratified in the digging cycle, which is more realistic. This confirms that the engine speed does not significantly contribute to the identification of valve plate fault on the excavator pump. However, it could still be useful in defining the operating conditions of the pump.
Outlet pressure (pB), drain pressure (pD) and pump displacement (Beta) give a result of 69.6%, which is second best to using all five features that give an accuracy of 71.8%. This shows that it would be best to include all five sensors when running a condition monitoring system on an excavator during a digging cycle.
7 Algorithm Selection
The feature selection process gives the condition monitoring system designer an idea of which sensors contribute the most to accurately detecting faults, and the algorithm selection process takes those key features and selects machine learning algorithms that are best suited for the application. The algorithms investigated have already been discussed in [13]. However, the two primary algorithms used are decision trees and K-Nearest Neighbors (KNNs). Variations of these two primary algorithms will be used in this work. The results from the algorithm selection will be discussed from both the controlled and digging duty cycles.
It’s worth noting that detecting the faults on the axial piston pump takes less than a minute. This is primarily due to the fact that the developed CM algorithms were executed on an external programmable machine. Furthermore, the relevant features and sensors chosen to identify the pump’s health status have a significant impact on the time required for the algorithm to detect defective conditions.
7.1 Condition Monitoring Algorithms
For the current study, two different algorithms, KNN and the decision tree, were chosen based on the results obtained in [13]. KNN is a non-parametric machine learning technique that is used for classification and regression [22, 23]. The essential premise of KNN is that an unclassified data point is assigned to the classification of the closest set of previously classified points. Therefore, the unclassified data point adopts its “nearest neighbor’s” classification.
Another typical form of classification techniques for nonlinear mappings of input variables to a collection of output variables is decision trees. The complex decision-making process is broken down into multiple simpler and smaller decisions using decision trees. Trees are simple to interpret, provide critical data insight, and frequently create models with fast prediction speeds.
7.2 Controlled Cycle
A summary of the best results from the algorithm selection for the controlled data can be seen in Figure 24. Several combinations of features work well for the accurate detection of valve plate faults, but only two algorithms give the best results, Fine Tree and Fine KNN. Notice that any feature combination that contains engine speed gives near perfect accuracies, but this could be due to the stratification of the engine speeds. However, looking at the two feature combinations of outlet pressure with drain pressure and drain pressure with pump displacement, they give high accuracies of 96.2% and 96.3%, respectively. These two could potentially be more reliable than the feature combinations with engine speed. Between the two, the outlet pressure and drain pressure feature combination could be the better option as the outlet pressure helps define the operating condition of the pump.
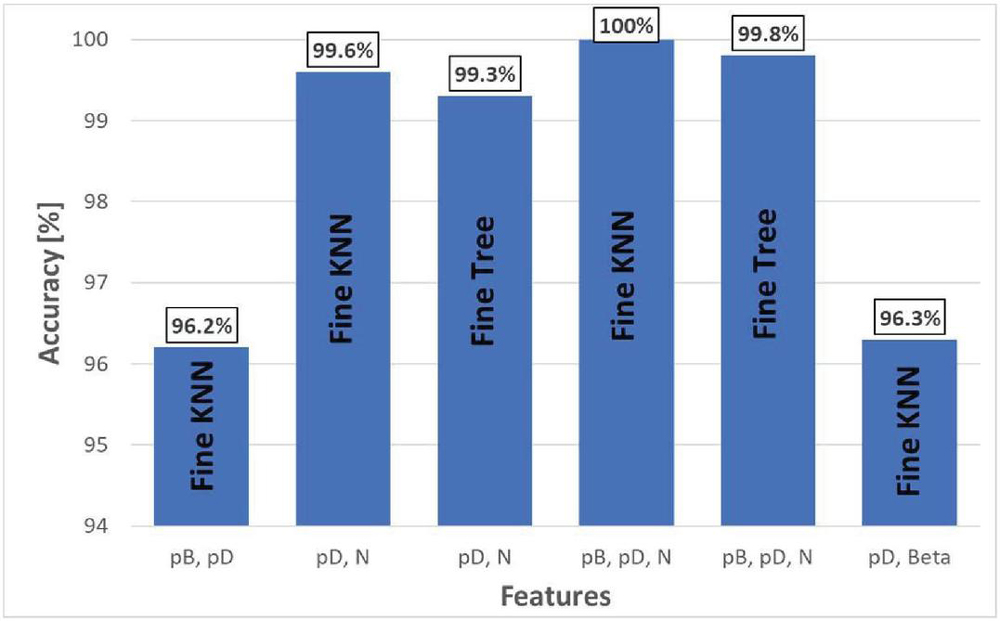
Figure 24 Algorithm selection summary for controlled cycle.
7.3 Digging Cycle
The Fine Decision Tree is not the best algorithm for the digging cycle, but it is the KNN algorithms that prove to be acceptable at classifying the healthy and unhealthy pump conditions. Figure 25 shows the summary of the algorithm selection for the digging duty cycle. As discussed in the feature selection section, all five features give the best results. The best algorithm with the combined five features is the Fine KNN algorithm and gives an accuracy of 93.6%. If only the outlet pressure (pB), drain pressure (pD), and the engine speed (N) are used, then the best algorithm to use is the Weighted KNN. However, this only gives an accuracy of 75%, which is not reliable enough to detect valve plate faults. It is, therefore, recommended to use the five features and a Fine KNN algorithm for the digging cycle
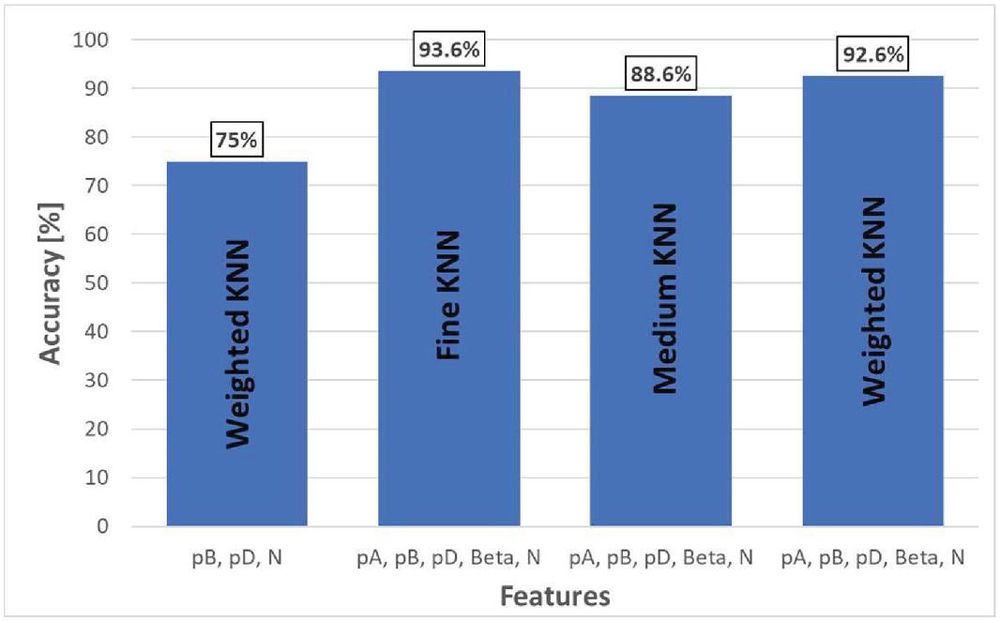
Figure 25 Algorithm selection summary for digging cycle.
8 Trained Model Cross-Compatibility
While observing how different features and algorithms behave under a single operating condition is important, it is also critical to see how using a model trained under the controlled duty cycle behaves using data from the digging and different operator cycles. The objective is to test cross-compatibility between different duty cycles. The Fine KNN algorithm proved to be best suited for the controlled duty cycle and is, therefore, selected as the algorithm to use for the remainder of this study. However, different feature combinations are still used for comparison.
Table 5 shows the results from using data from the digging and different operator cycles that have been entered a classification model that has been trained using a Fine KNN algorithm under the controlled cycle. Using data from either of the other two cycles does not give strong accuracy results when using a model trained on the controlled cycle data. At best, the digging cycle has an accuracy of 59.2% to detect valve plate faults.
Table 5 Trained Fine KNN model of controlled cycle using data from different operating conditions
| Features | Cycle | Accuracy [%] |
| pB, pD | Digging | 54.4 |
| Different Operator | 58.9 | |
| pB, pD, N | Digging | 56.5 |
| Different Operator | 66.5 | |
| pD, N | Digging | 59.2 |
| Different Operator | 54.6 |
The controlled cycle is quite different from the digging and different operator cycles. Therefore, this leads to the investigation of the cross-compatibility between the digging and different operator cycles, since these two cycles are very similar. Table 6 shows the results from data of the controlled and different operator cycles and entered into a classification model that has been trained using a Fine KNN algorithm under the digging duty cycle. Notice the lack of detectability in the different operator cycle, 58%, even though the two cycles are very similar. These results glaringly tell of the importance of a repeatable cycle to accurately and reliable perform a condition monitoring function for the system.
Table 6 Trained Fine KNN model of digging cycle using data from different operating conditions
| Features | Cycle | Accuracy [%] |
| pA, pB, pD, | Controlled | 62.2 |
| Beta, N | Different Operator | 58.0 |
At this point it has become apparent to see how each of the levels of valve plate faults influenced the detection accuracy using data from a different cycle. The different levels of valve plate fault have been discussed in previous chapters, but as a review they are: Healthy, Minor Wear Severe Damage (MinW_SD), Moderate Wear Minor Damage (ModW_MinD), Severe Wear No Damage (SW_ND), and Extreme Damage (ED). It is interesting how well the model can detect the various levels of valve plate health. The model trained with outlet pressure (pB), drain pressure (pD), and engine speed (N) under the controlled cycle is used for this investigation.
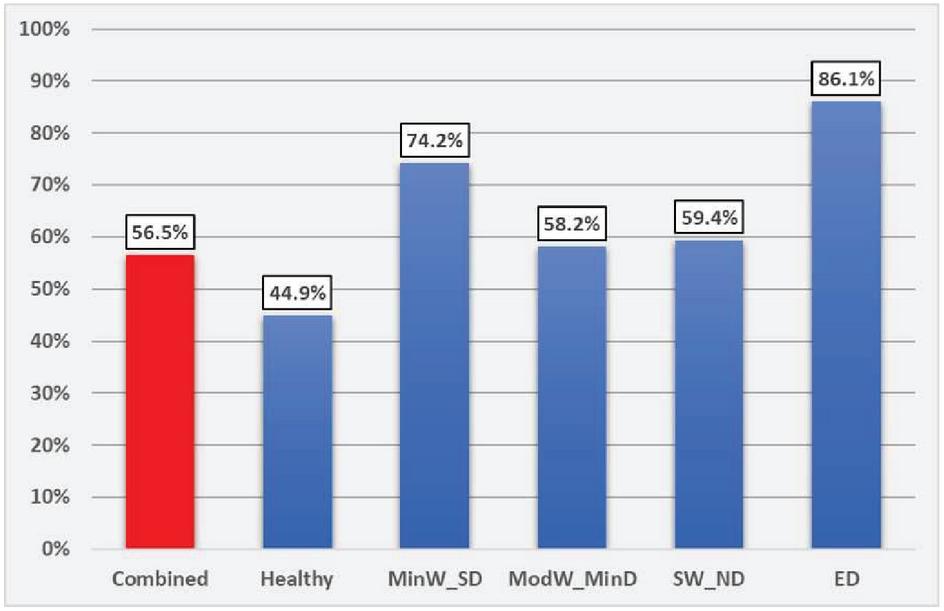
Figure 26 Breakdown of each valve plate condition under the digging operation using a trained Fine KNN model of the controlled cycle.
Figure 26 gives the breakdown of each valve plate condition under the digging operation using a trained Fine KNN model of the controlled cycle, a cross-compatibility condition. All conditions combined give an accuracy of 56.5%, which can also be seen in Table 5. A likely reason as to why the accuracy for the healthy condition is so low is because most the faulty valve plate conditions are too similar to one another. Meaning, the Minor Wear Severe Damage, Moderate Wear Minor Damage, and Severe Wear No Damage cases have similar pump performance characteristics that the machine learning algorithm has difficulty detecting the faults on a mobile machine under cross-compatibility conditions. However, the algorithm can more accurately classify the Extreme Damage (ED) case with an accuracy of 86.1% than the other cases. Although the accuracy of 86.1% is not exceptional, it does suggest that the more severe the damage or wear of the valve plate becomes then the detectability accuracy increases for cross-compatibility scenarios. Therefore, cross-compatibility of condition monitoring model may be possible if only extreme cases are to be detected.
Although cross-compatibility does not give significantly positive results in this work, it does not mean condition monitoring cannot be implemented on a machine like an excavator. These results glaringly illustrate the importance of a repeatable cycle to accurately and reliable perform a condition monitoring function for the system. Therefore, repeatable and controlled conditions must be used for condition monitoring of incremental faults on a mobile machine. However, if only severe damage cases where pump performance is severely impacted, then cross-compatibility between different operating conditions may be possible.
9 Conclusion
In summary, a feature selection process was performed for both the controlled and digging duty cycles to determine the most critical sensors needed for faulty valve plate detection. This process discovered that accelerometers are not necessary for valve plate fault detection, but other signals such as drain pressure, outlet pressure, and engine speed are important to achieve higher fault detectability. A potential issue with using the engine speed was addressed for the controlled condition because of obvious stratifications found in the measurements. However, it was determined that keeping engine speed would be beneficial to defining the pump operating condition that the machine learning algorithm can then use. The feature selection process for the digging duty cycle showed that using outlet pressure, inlet pressure, drain pressure, engine speed, and pump displacement are useful for detecting valve plate fault.
Next, the algorithm selection was discussed and showed that the Fine K-Nearest Neighbor (KNN) seems to give the best results for both the controlled and digging duty cycles. Using the Fine KNN algorithm results in detection accuracies near 100% in the controlled cycle if engine speed is included. Without engine speed, fault detection accuracy falls slightly to about 96%, which could still be acceptable for a condition monitoring system. Fault detection accuracy during the digging cycle significantly increased using a Fine KNN algorithm that includes inlet pressure, outlet pressure, drain pressure, engine speed, and pump displacement. The fault detection accuracy increased from 71.8% using a Fine Decision Tree to 93.6% implementing the Fine KNN machine learning algorithm.
Finally, an investigation was completed which explored the cross-compatibility between a model trained under one cycle and using data from another cycle as an input to the model. This study showed that a model trained under the controlled duty cycle does not give reliable and accurate fault detectability for data run in a digging cycle, accuracies below 60%. The same is true for a model trained using the digging cycle with data from a controlled cycle, even if the machine is in similar operating conditions but with a different operator.
The investigation in this work has shown the importance of controlled and repeatable conditions for a successful and effective condition monitoring system on mobile hydraulics. It is unrealistic to design a condition monitoring system that can successfully detect incremental faults for every conceivable operating condition for mobile machines. For this reason, it is recommended to have a program built into the machine to perform a diagnostic check or only be interested in faults where pump performance is severely impacted, i.e. pump drain pressure increases significantly to 3 bar. An example of a diagnostic check on a mobile machine is when an operator would press a button to perform a series of motions on an excavator to do a system check. The data collected in this system check would then be fed into an algorithm that has been trained on that exact cycle, such as the controlled cycle performed in this work.
Moreover, to make the fault detection more reliable, other low-cost signals from the system can be used to train and monitor the health conditions of the pump. This solution will be the subject of future research.
Disclosure Statement
There are no financial interests associated with this work.
References
[1] Silva Gabriel, “Wear Generation in Hydraulic Pump,” SAE Tech. Pap. Ser., no. 901679, p. 18, 1990, doi: 10.4271/901679.
[2] F. Feicht, “Factors Influencing Service Life and Failure of Hydraulic Components,” Olhydraulik and Pnuematik, vol. 20, pp. 804–806, 1976.
[3] J. Watton, Modelling, Monitoring and Diagnostic Techniques for Fluid Power Systems. London: Springer, 2007.
[4] F. Lu, R. Burton, and G. Schoenau, “Feasibility study on the use of a neural network to detect and locate excess piston wear in an axial piston pump,” in Innovations in Fluid Power, 7th Bath International Fluid Power Workshop, 1994.
[5] F. Lu, T. Burton, and G. Schoenau, “A Neural Network Based Incipient Fault Detection System for an Axial Piston Hydraulic Pump,” in Proceedings of 1995 IASTED International Conference, SIP-95, 1995.
[6] T. Ramdén, P. Krus, and J. Palmberg, “Condition monitoring of fluid power pumps using vibration measurements and neural networks trained with complex optimisation,” in Vibration and Noise 95, 1995.
[7] W. Crowther, K. A. Edge, C. R. Burrows, R. M. Atkinson, and D. J. Woollons, “Fault diagnosis of a hydraulic actuator circuit using neural networks - An output vector space classification approach,” Proc. Inst. Mech. Eng. Part I J. Syst. Control Eng., vol. 212, no. 1, pp. 57–68, 1998, doi: 10.1243/0959651981539299.
[8] G. J. Schoenau, J. S. Stecki, and R. T. Burton, “Utilization of artificial neural networks in the control, identification and condition monitoring of hydraulic systems – An overview,” SAE Tech. Pap., vol. 109, no. 2000, pp. 205–212, 2000, doi: 10.4271/2000-01-2591.
[9] Z. Li, “Condition Monitoring of Axial Piston Pump,” no. November, p. 134, 2005.
[10] C. Lu, N. Ma, and S. Wang, “Fault detection for hydraulic pump based on chaotic parallel RBF network,” EURASIP J. Adv. Signal Process. 2011, no. 1, p. 49, 2011.
[11] J. Du, S. Wang, and H. Zhang, “Layered clustering multi-fault diagnosis for hydraulic piston pump,” Mech. Syst. Signal Process., vol. 36, no. 2, pp. 487–504, 2013, doi: 10.1016/j.ymssp.2012.10.020.
[12] Y. Lan et al., “Fault diagnosis on slipper abrasion of axial piston pump based on Extreme Learning Machine,” Meas. J. Int. Meas. Confed., vol. 124, no. October 2017, pp. 378–385, 2018, doi: 10.1016/j.measurement.2018.03.050.
[13] Nathan Keller, Annalisa Sciancalepore, and Andrea Vacca. “Demonstrating a Condition Monitoring Process for Axial Piston Pumps with Damaged Valve Plates.” International Journal of Fluid Power (2022): 205–236.
[14] M. Zecchi, “A novel fluid structure interaction and thermal model to predict the cylinder block/valve plate interface performance in swash plate type axial piston machines,” Purdue University, 2013.
[15] A. Busquets, “An Investigation of Micro-Surface Shaping on the Piston/Cylinder Interface of Axial Piston Machines,” Purdue University, 2018.
[16] D. Mizell, “A Study of the Piston Cylinder Interface of Axial Piston Machines,” Purdue University, 2018.
[17] X. Wang, S. Lin, S. Wang, Z. He, and C. Zhang, “Remaining useful life prediction based on the Wiener process for an aviation axial piston pump,” Chinese J. Aeronaut., 2016, doi: 10.1016/j.cja.2015.12.020.
[18] R. Rahmfeld and M. Ivantysynova, “Energy Saving Hydraulic Actuators for Mobile Machines,” in 1st Bratislav Fluid Power Symposium, 1998.
[19] C. Williamson, “Power Management for Multi-Actuator Mobile Machines with Displacement Controlled Hydraulic Actuators,” Purdue University, 2010.
[20] J. Zimmerman, “Toward Optimal Multi-Actuator Displacement Controlled Mobile Hydraulic Systems,” Purdue University, 2012.
[21] E. Busquets, “Advanced Control Algorithms for Compact and Highly Efficient Displacement-Controlled Multi-Actuator and Hydraulic Hybrid Systems,” Purdue University, 2016.
[22] N. S. Altman, “An introduction to kernel and nearest-neighbor nonparametric regression,” American Statistician, vol. 46, no. 3. pp. 175–185, 1992, doi: 10.1080/00031305.1992.10475879.
[23] A. K. Jain, “Data clustering: 50 years beyond K-means,” Pattern Recognition Letters, vol. 31, no. 8. pp. 651–666, 2010, doi: 10.1016/j.patrec.2009.09.011.
Biographies

Nathan Keller currently works for Moog, Inc., where he leads efforts in developing zero-emission mobile construction equipment. He has previously worked as a systems integrator for North America’s largest fluid power distributor. Dr. Keller earned his doctorate in Agricultural and Biological Engineering and a master’s degree in Mechanical Engineering from Purdue University at the Maha Fluid Power Research Center. Dr. Keller’s dissertation topic was on condition monitoring of axial piston pumps for mobile equipment, and his master’s thesis was on efficient hydraulic system architectures on mobile agricultural equipment.

Annalisa Sciancalepore earned her Ph.D. from Purdue University in 2023 at the Maha Fluid Power Research Center. She received her B.Sc. in Mechanical engineering in 2015 and her M.Sc. in Mechatronic Engineering in 2017 from the Polytechnic University of Turin, Italy. Dr. Sciancalepore doctoral research focused on hydraulic systems optimization for material-handling machines. Specifically, she investigated novel hydraulic circuits that use counterbalance valves with an adjustable pilot for energy-saving applications. Moreover, by combining her knowledge of hydraulics with her mechatronics background, she developed novel numerical and experimental methods for the condition monitoring of hydraulic systems and components. Dr. Sciancalepore is currently employed with the Helios Center of Engineering Excellence to support the acceleration and advancement of Helios Technologies integrated electro-hydraulic technologies.

Andrea Vacca is the Maha Fluid Power Faculty Chair at Purdue University. He leads the Maha Fluid Power Research Center which is the largest academic center dedicated to fluid power technology in the United States. His research aims at formulating novel concepts for hydraulic systems and components for a more efficient, quieter and environmental friendly actuation technology. Dr. Vacca is the author of more than 200 papers and received several research awards, including the 2019 J. Bramah medal of the Institution of Mechanical Engineers. He is a former chair of Fluid Power Systems and Technology Division (FPST) of ASME, and of the SAE Fluid Power division. Dr. Vacca is also Treasurer and Secretary of the Board of the Global Fluid Power Society (GFPS). Furthermore, he is also Editor in Chief of the International Journal of Fluid Power and he serves the editorial board of several other engineering journals.
International Journal of Fluid Power, Vol. 24_2, 171–206.
doi: 10.13052/ijfp1439-9776.2422
© 2023 River Publishers