Experimental and Modelling Analysis of a Downstream Compensation System: Energy Optimization of the Directional Control Valves
Antonella Bonavolontà1, Emma Frosina2,*, Pietro Marani3, Davide Mesturini4, Cesare Dolcin4 and Ulderico Busani4
1University of Naples “Federico II”, Napoli, Italy
2University of Sannio, Benevento, Italy
3CNR – STEMS, Ferrara, Italy
4Walvoil SpA, Reggio Emilia, Italy
E-mail: antonella.bonavolonta@unina.it; frosina@unisannio.it; pietro.marani@stems.cnr.it; Mesturini.D@walvoil.com; Dolcin.C@walvoil.com; Busani.U@walvoil.com
*Corresponding Author
Received 09 June 2022; Accepted 21 July 2022; Publication 17 January 2023
Abstract
Through a study on the Fluid Power innovations in the last years emerged that still few solutions have been successfully implemented for the optimization of the hydraulic circuits. The recent machine electrification offers a potential for investment in energy-saving hydraulic systems to ensure greater performance and higher battery autonomy. From different studies emerged that in the specific field of ICE Off-road Vehicles, only about 10–15% of the available power at fuel level is actually transformed into useful energy for the actuators. Particularly the losses in the Directional Control Valves represent about 35–40% of the hydraulic energy available at the pump level. The traditional Directional Control Valves design solutions, in fact, neglects important opportunities for reducing losses and improving internal regeneration. Especially, energy recovery is rarely applied and in any case by means of important superstructures which considerably increase the costs of the system. This paper presents a new hydraulic architecture: an original Directional Control Valve layout based on a Downstream Compensation approach. In particular, a Flow Sharing system is implemented in this new architecture with the goal to minimize the wasted energy. In fact, this system realizes an important energy recovery from both the inertial loads and the simultaneous use of multiple actuators at different pressure level. The circuit enables recovered energy to be stored in a high-pressure accumulator. The paper presents the simulation results and the energy saving estimation realized through a lumped parameter environment “Amesim Simcenter”. Additionally, the results of experimental activities show the innovative system performance, benefits and physical applicability. This idea is based on concrete objectives and pays particular attention to cost sustainability, industrial manufacturability and system scalability.
Keywords: Energy recovery, directional control valve, accumulator, efficiency, downstream compensation, flow sharing system.
1 Introduction
Energy efficiency and energy saving are among the principal interests for both academic research and industries, particularly in the Off-highway vehicles field. From a detailed analysis of the proposals about the energy optimization in the field of Off-Road machines, published in the last few years [1], emerged that energy Saving, Recovery and Storage are fundamental concepts. In fact, for the optimization of hydraulic machines, there is no a single ideal solution but there is always a right tradeoff between functionality and energy saving.
In recent years, the main goal was to find the components that mainly generate energy losses, in order to work first on saving and then on energy recovery. During the operational movement of any Off-road machine, a significant portion of throttling/control losses occurs on the proportional valves that manage each actuator. From different analysis results that up to 60% of power loss is located in the directional valve group [2, 3]. The main causes of these losses are the flow rate distribution to each actuator starting from a single pump and the speed control from overrunning loads. Additional energy, according with V. Salomaais et al. [2], is lost in pump efficiency, in hoses and in the cylinders friction.
Different Hybrid solutions [4, 5] and new operating strategies [6, 7] were realized through the years. One of decisive proposals was the “valveless” system theorized in the last few years, nevertheless it presents costs and complexity that are difficult to sustain on the mobile market.
There are several base technologies on which to build a recovery system: thermal, mechanical, hydraulic or electric [8]. This study focuses on a Hydraulic Recovery System (Figure 1).
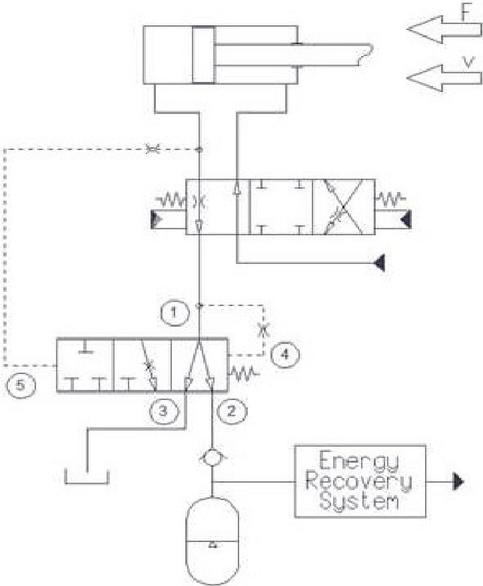
Figure 1 Hydraulic recovery system.
The circuit enables the recovered energy to be stored in a high pressure accumulator. In addition, the regeneration of energy can be reused to every machine operation. This logical thread led us from saving, recovering to store energy till to arrive at the innovative idea of Downstream Compensation, explained in the second paragraph of this paper. Analogous compensator configurations were presented in recent studies [9], but with different pump control, logic and energy recovery strategy.
2 The Idea of Energy Recovery from a Downstream Compensation
The work is based on the idea of a new system architecture consisting in the recovery of otherwise throttled energy on the machine, its storage in an accumulator, and the reuse of this energy when necessary. This idea was born from the concept of “energy Saving and Storage” [10]. The system features in an innovative component, the Downstream compensator (Figure 2) which, basing on a purely mechanical design and without electronic components, controls the flow rate on the return line; this is an advantageous aspect both for controlling the speed of overrunning loads and the compensation in case of multiple functions. The “Downstream compensator” is a pressure compensator placed directly downstream of the main spool and capable of maintaining a constant pressure drop through the discharge port of the main spool. In this way the speed of the actuators is independent from the pressure load and only depends from the discharge notch opening.
The compensator provides 3 ways, which allow to connect the actuator outlet to the tank line T or to the energy recovery line R. In the neutral position, the two notches are normally open. When the compensator starts to work, firstly the connection to the tank begins to close and afterwards the connection to the recovery line starts to throttle, so that the priority towards the R line is established.
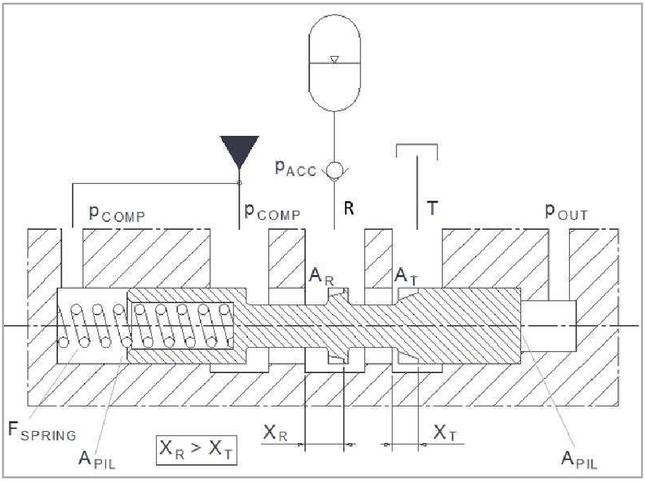
Figure 2 Downstream compensator concept.
This recovery line R can typically be provided of an accumulator to store the recovered energy which afterwards can be reused. The presence of an accumulator that acts as a buffer is very important to better manage the high and discontinuous power recovered from the machine operations (overrunning load and compensation) and to reduce the size of the components dedicated to the reuse of the flow rate.
Two solutions were considered regarding reuse; using a hydraulic motor connected to an ICE to support the torque required by the system [4] or to an electric generator for recharging the batteries of hybrid or full electrical machines. These solutions will be object of future works.
In Figure 2 the 2 pilot pressure signals compensator, already described by the authors in [11], is shown. This compensator is controlled by a couple of pilot signals acting on identical areas A and taken before (p) and after (p) the main spool’s meter out notch.
The pressure drop is controlled, according to the spring force F in this way:
| (1) | |
| (2) |
2.1 4 Signals Pressure Control Compensator
In this paper a 4 pilot pressure signals compensator is introduced (Figure 3). It has the same features of the previous version [11] but with the additional characteristic of “Flow Sharing” [12]. In fact, this compensator, regardless of the loads, always guarantees flow to all actuators, ensuring their motions.
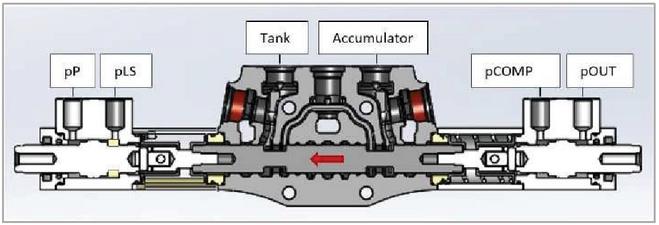
Figure 3 4 signals pressure downstream compensator.
In this Flow Sharing circuit version, the pressure drop on the discharge notch acts on the closing direction [] and the pump pressure margin acts in the opening direction [], where is the pump pressure and is the highest load sensing pressure between working functions.
The pressure difference [] takes place of the spring and determines the pressure drop across the discharge notch. The spring force in this case is negligible compared to the previous two controls pressure compensator.
The pressure margin [] can reduce in case of pump flow saturation but the controlled flow’s proportion remains unchanged.
Moreover, considering that the 4-pilot pressure controls act on identical areas A, the new equilibrium force is expressed by this equation:
| (3) |
From different experimental tests emerged that the Downstream compensator is able to recover energy both from overrunning loads and compensation operations at different pressure levels. In the following paragraphs there is a detailed description of two tests realized in “Double Compensation” and in “Overrunning Load” conditions. Moreover, every experimental test is supported by a modeling simulation which allowed to better analyze the energy recovery. Through the modeling simulation a progressive variation of some system parameters was realized to improve the system energy efficiency. This analysis is detailed in the last pages of this paper.
3 Compensation
In Figure 4 the Flow Sharing version of the system is illustrated [11].
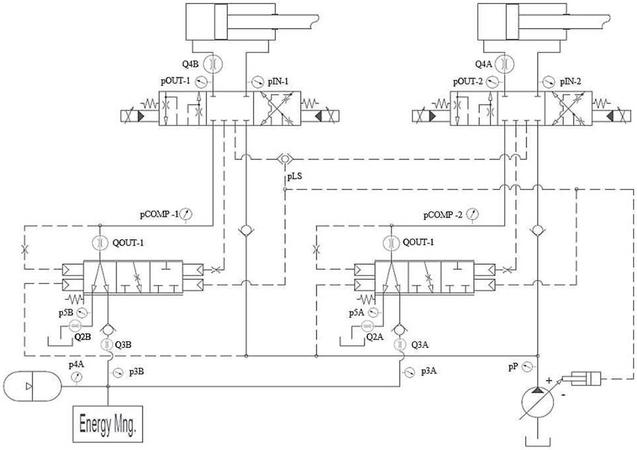
Figure 4 Flow Sharing hydraulic system.
The hydraulic circuit is supplied by a standard variable LS pump which provides flow to the system at a pressure equal to:
| (4) |
where is the pump fixed margin and is the highest load sensing pressure defined from the two sections by a shuttle valve. The main spools select, along their stroke, the LS signal from user’s ports.
Then if is the meter in flow area, the flow to each actuator (in Figure 4 called respectively Q4A and Q4B) is:
| (5) |
For each work section a downstream compensator is positioned downwards the main spool in order to control the return flow . The compensator is guaranteeing fixed pressure drop across the main spool discharge notches . In the system two controls are implemented: the “meter in” control realized by the pump and the “meter out” control realized by the downstream compensator. In order to avoid unexpected increase of pressure it’s important to respect specific components sizing.
Feeding for instance the bottom side of a given cylinder actuator with areas ratio, the following equation must always be respected:
| (6) |
When a single section is operating with a resistive (positive) load the pump control prevails (Q); on the other hand, when a section is operating in overrunning mode (negative load), the control of the downstream local compensator prevails (Q). This particular system, in case of flow saturation, is also able to satisfy all users, even with a proportional decrease in flow and therefore speed.
3.1 Numerical Model
Through the lumped parameter simulation software Amesim Simcenter, a circuit was created to test the energy efficiency of the Flow Sharing recovery system indicated in Figure 4.
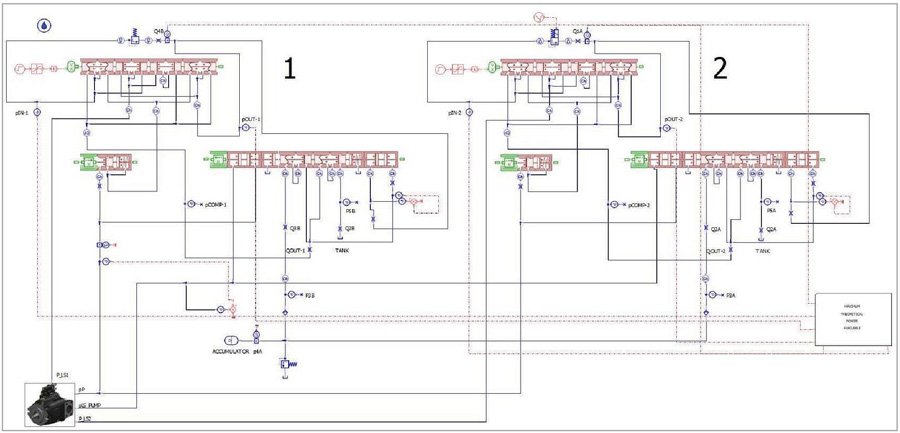
Figure 5 Flow Sharing numerical model.
The complete circuit structured with two sections driving two actuators is represented in Figure 5.
As shown in figure, each element of the system was created ad hoc to make it as close as possible to the real set up. Each section consists of the main spool model, a check valve and the compensator model connected to the energy recovery line R and the tank line T. For each section the load was simulated through a pressure relief valve which represents a generic actuator load. Finally, the circuit features a single Load Sensing pump and a single source of energy storage represented by a 6L accumulator precharged at 35bar.
The lumped parameter model, after a preliminary validation through a series of analytical tests, gave us the opportunity to carry out a predictive analysis to understand the behavior when the component parameters change. The results of this analysis led to an optimization of sizing and design of the components.
3.2 Experimental Test
The experimental tests had the objective of both verifying the correct operation of this innovative recovery system and acquiring data in order to calibrate and validate the simulation model.
The system was mounted on a bench with a variable displacement pump of 71 cc (Figure 6) feeding to spool valves with local compensator.
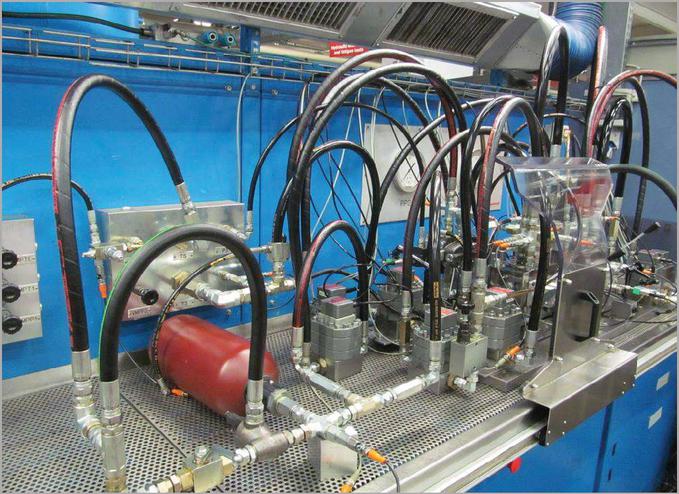
Figure 6 Experimental test bench for simulation activities.
The bench was provided with a series of flow meters and pressure sensors in such a way as to monitor the flow rate and pressure values in the key points of the circuit.
In addition, the accumulator is provided.
Some examples of test results are shown and commented in this paragraph. Although testing and optimization on this system is still ongoing, some important assessments may arise from these first results.
The first tests bench aimed to verify the system’s double compensation operation. The two main spools were set to deliver 30 lpm.
Figure 7 shows the delivered flow rate and the load condition of Sections 1 and 2 respectively.
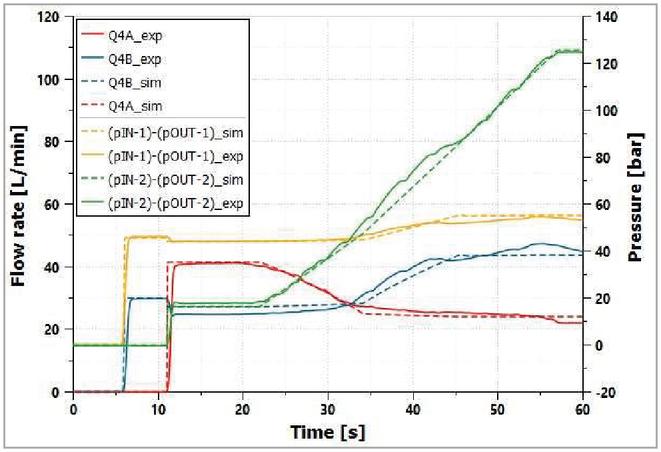
Figure 7 Delivered flows and load conditions.
The curves detected show a correct operation, the compensator 1 switches from dominant behavior (highest load) to dominated behavior with an almost perfect inversion at about 33 s.
The continuous lines refer to the experimental activities and the dotted lines refer to the simulation outputs. The model is in almost perfect correspondence with the test results.
It has to be noted that the tests were performed on an experimental layout where the different parts are still not integrated in a single block, but obtained by the connection through fittings and hoses of several prototype components.
The not perfect compensation is due to the additional pressure losses caused by the above described not optimal layout.
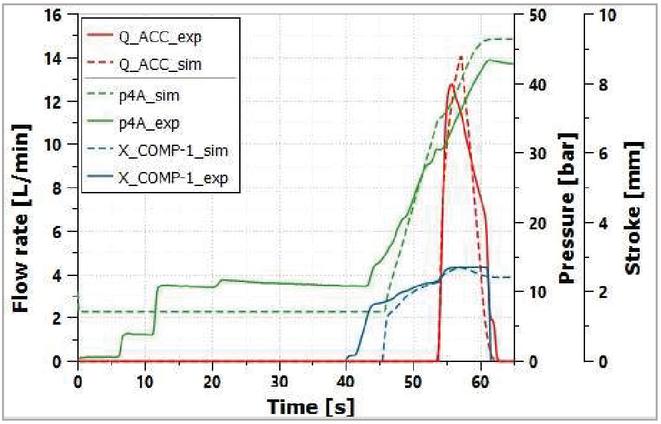
Figure 8 Flow to accumulator, accumulator pressure and compensator displacement.
Figure 8 shows further measure from the previous test. This graph represents the compensator 1 displacement () which starts moving when load pressure of Section 2 steps over the load pressure of Section 1. The compensator 1, beginning to move to reach its pressure equilibrium, starts to close the tank notch causing a pressure increase ( in R line (red line). In this phase there is a quantity of flow rate directed to the accumulator. (.
4 Overrunning Load
In Figure 9 the system in case of overrunning loads is shown. In this case we will consider the efficiency with reference to the energy required to lift a given cylinder load during a time t.
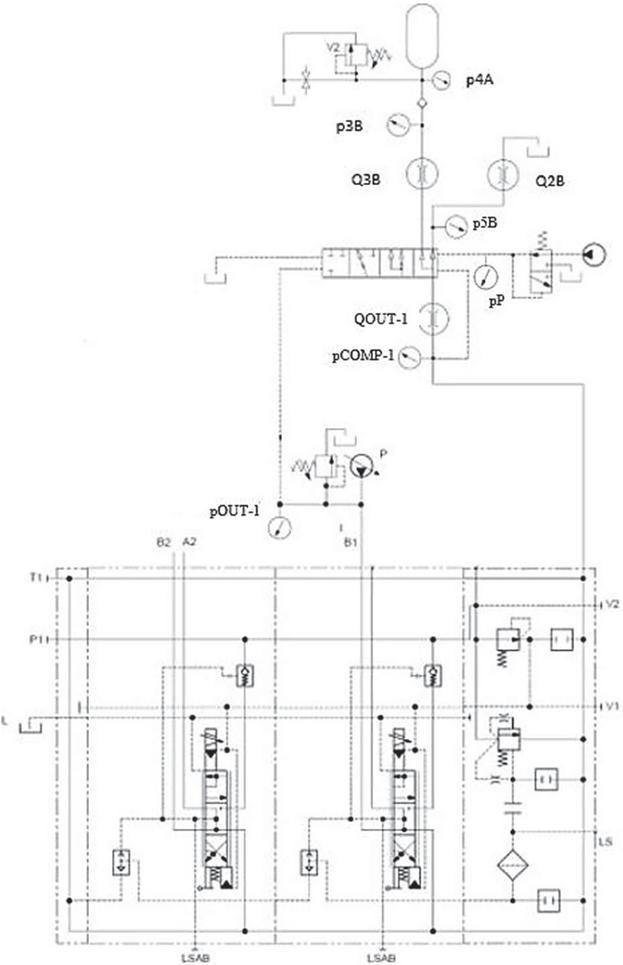
Figure 9 Overrunning loads system.
Subsequently, the Flow Sharing system, previously explained, is applied in this condition to check if this innovation also worked for the energy recovery from an overrunning load. The system was modified as shown in Figure 9 where a single section of the circuit is represented.
To simulate an overrunning load a fixed displacement pump was connected to one of the actuator ports (B) of the main spool. Additionally, the load pressure was controlled by a proportional pressure control relief valve. In this initial phase, only laboratory tests were taken in account. Future developments will imply the application of this circuit on vehicle to test its functionality. However, the experimental tests, carried on until now, were the essential beginning point to realize a numerical model, available from now, for the indirect dynamic analysis of specific machine systems.
To simulate an overrunning load the pressure at LS port was set to 0 (connected to the tank) and the delivery pressure at 15 bar (corresponding to the pump margin) simulated through a fixed pump displacement.
The other 2-pilot signals on the compensator were taken before (p) and after (p) the main spool.
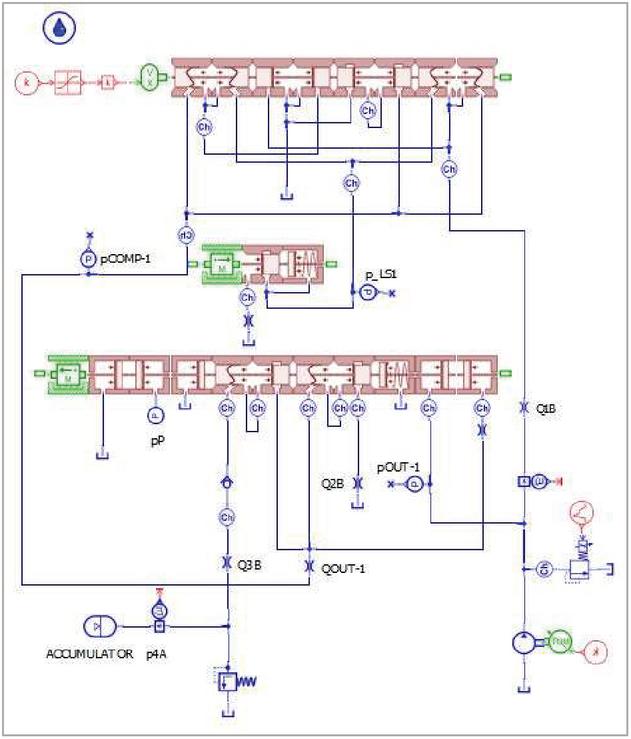
Figure 10 Numerical model overrunning loads.
4.1 Numerical Model
To have a quick check of the system parameters, also in this case an Amesim model was created (Figure 10) that perfectly reflects the ISO scheme in Figure 9.
Several tests were carried out to prove the correct behavior of the model and to optimize the sizing and design of the components. The connections were changed and the pump replaced as explained in the previous paragraph.
4.2 Experimental Test
Figure 11 shows that in the initial part of the curve the load gradually increases, and there is also a growth of Q (controlled flow) and Q (tank flow).
When the flow dictated by the pressure margin is reached in function of the main spool outlet notch (about 35 lpm), the compensator begins metering to maintain this flow constant (see compensator stroke). In correspondence of the compensator throttle there is an increase of the pressure p and consequently of the pressure in the accumulator p.
By continuing to rise with the load p, the flow rates Q and Q remain approximately constant. Once the pre-charge of the accumulator (35 bar) is reached, the return flow Q leaving the compensator divides: part ends up in the accumulator Q (recovery flow) whose membrane begins to deform, the remaining flow is sent to tank (the sum of the two Q and Q must be approximately equal to Q).
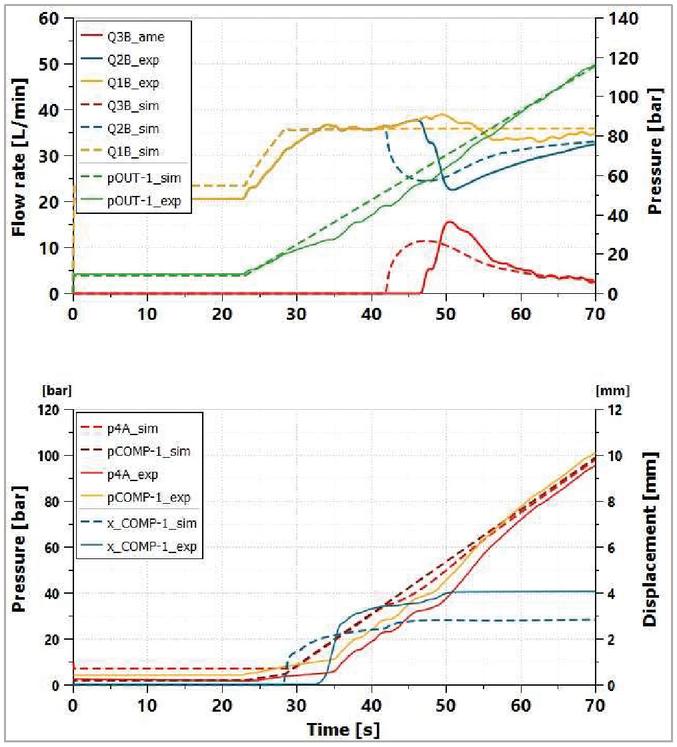
Figure 11 Flow and pressure trends and compensator displacement.
5 Efficiency Analysis
5.1 Energy Recovery from Compensation
From these two different types of tests emerged a good downstream compensator behavior and, as expected, a 30% of energy was recovered. This aspect is influenced by the use of a not ideal layout (see the many pipes in the Figure 5, cause of strong pressure drops) and for this reason the causes of major losses were investigated.
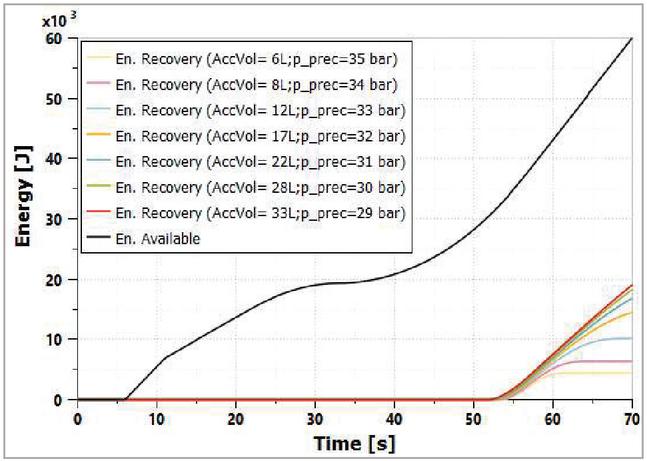
Figure 12 Spent and recovered energy with different accumulator parameters.
The simulations confirm that two parameters strongly influence the recovered energy: the volume of the accumulator and its precharge pressure. This is the reason why the first optimization regarded these two values.
Figure 12 refers to the energy recovery analysis concerning the compensation operations. The black line indicates the energy necessary for the compensation (which in conventional system is completely dissipated). This energy is calculated through integration of signals taking into consideration at any time the dominant section (Maximum theoretical power available is the product of of the dependent section).
The other lines show the batch results of energy recovery at increasing accumulator size and at decreasing pressure precharge respectively. In this case the energy was calculated directly through an Energy/Power sensor located on the recovery line R, before the accumulator inlet. The virtual sensor measures the positive power [W] computed through this equation:
| (7) |
And then the energy E [J] is obtained by integrating the power :
| (8) | |
| (9) |
In Table 1 the rows correspond to the accumulator parameters and the columns are the spent and recovered energy. (Obviously the spent energy is the same for all cases because the sections parameters don’t change).
Table 1 Energy recovered from compensation
| Precharge | Accumulator | Spent | Recovered | |
| Accumulator (Bar) | Volume (L) | Energy (J) | Energy (J) | E (%) |
| 35 | 6 | 60014.1 | 4415 | 7.4 |
| 34 | 8 | 60014.1 | 6333 | 10.6 |
| 33 | 12 | 60014.1 | 10146.8 | 16.9 |
| 32 | 17 | 60014.1 | 14464.2 | 24.1 |
| 31 | 22 | 60014.1 | 16846.6 | 28.1 |
| 30 | 28 | 60014.1 | 18281.7 | 30.5 |
| 29 | 33 | 60014.1 | 19064 | 31.8 |
On the last column of the Table 1 and in Figure 13 there is a percentage calculation that indicates the energy recovery of the single test in relation to the energy spent.
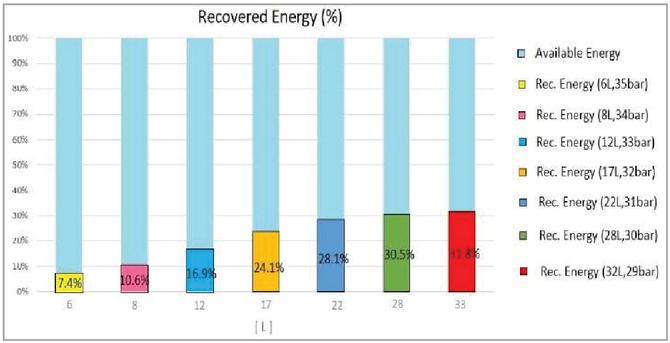
Figure 13 Recovered energy, (%).
derives from the calculation of efficiency :
| (10) |
5.2 Energy Recovery from Overrunning Loads
The same efficiency analyses are carried out for the energy recovery from overrunning loads (Figure 14).
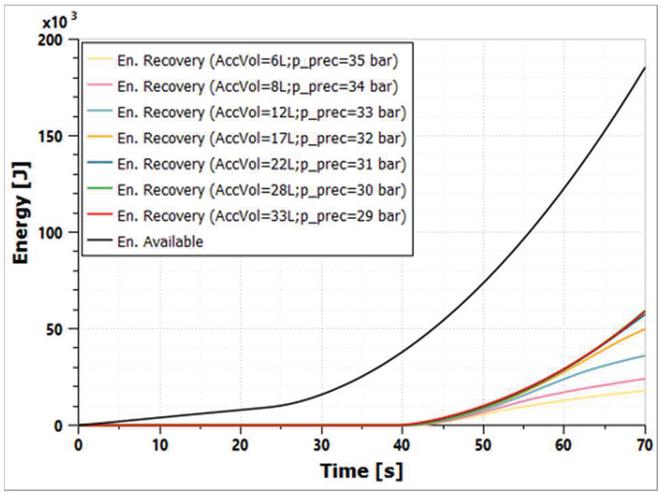
Figure 14 Available and recovered energy with different accumulator parameters.
It’s evident, as shown in Figure 15 and Table 2 that the recovered energy increases with the accumulator size.
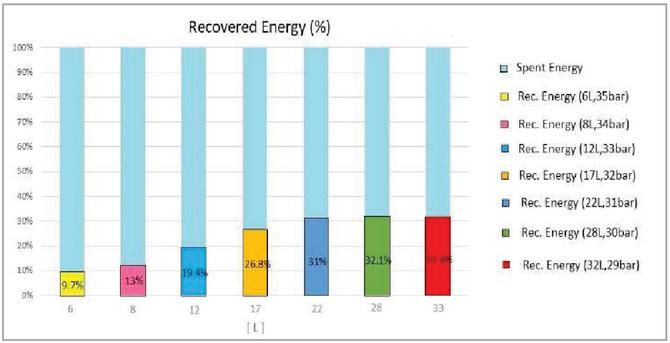
Figure 15 Recovered energy, (%).
Table 2 Energy recovered from overrunning loads
| Precharge | Accumulator | Spent | Recovered | |
| Accumulator (Bar) | Volume (L) | Energy (J) | Energy (J) | E (%) |
| 35 | 6 | 185441 | 18043.8 | 9.7 |
| 34 | 8 | 185441 | 24093.4 | 13 |
| 33 | 12 | 185441 | 36032.8 | 19.4 |
| 32 | 17 | 185441 | 49779.5 | 26.8 |
| 31 | 22 | 185441 | 57426.5 | 31 |
| 30 | 28 | 185441 | 59500.1 | 32.1 |
| 29 | 33 | 185441 | 58966.6 | 31.8 |
The energy recovery is limited because of the small size of the accumulator used on bench that quickly fills up causing most of the flow being discharged to the tank line T.
Increasing the size accumulator, the energy recovery increases because smaller flow is wasted to tank.
However, when the accumulator size is too big, the accumulator pressure cannot build up significantly and therefore there are losses concentrated in the compensator.
5.3 Energy Recovery in a Simplified Simulation Model
From previous analyses results that choosing a big accumulator (for example 33 L) is not always the best option. It’s rather important to find a tradeoff between precharge pressure and volume accumulator parameters. From the results shown in this paper emerged that an accumulator 22L and 31bar could represent a further recovery of about 21% in flow comparing to the 6 L and 35 bar accumulator used for these tests (Paragraph III and IV). This accumulator, being small and calibrated with a medium-high precharge, filled slowly but completely in a little time. In fact, it expended few seconds to fill and consequently all the flow, that could still be recovered, was sent to the tank.
Naturally, the changes on the accumulator parameters were only the beginning point for this system optimization. The work is advancing with several analysis (not topic of this paper) to understand where are localized the energy losses to reduce them and improve internal regeneration.
An optimization of the model for overrunning loads [11] was realized in which all components causing a large quantity of losses (piping distributed loss evident in Figure 5) were simplified (Figure 16). In correspondence of critical points were inserted pressure sensors to calculate the power lost and not recovered.
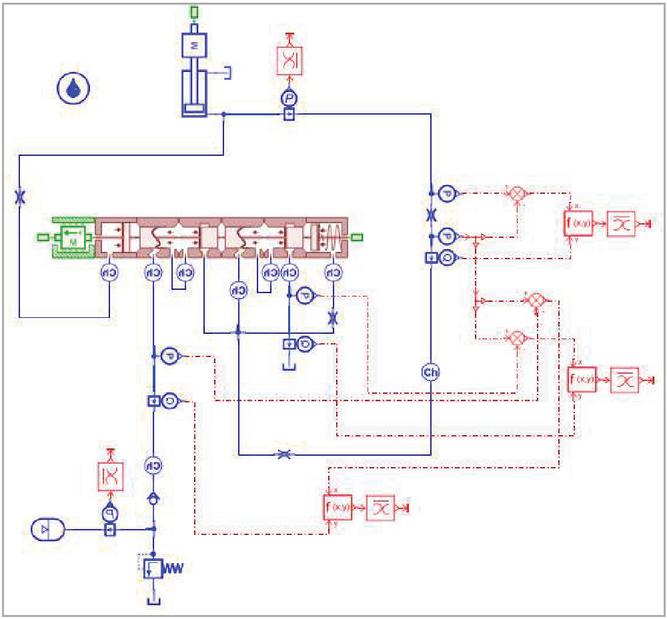
Figure 16 Simplified simulation model.
In Figure 17 the red line is the energy required to lift the given cylinder load during a time T and then is the reference to consider the efficiency; the yellow indicates the energy losses on the tank line during the compensation; in blue the losses through the main spool notch A and in green the losses imputed to the localized pressure drop through the compensator A notch.
In this condition (Figure 18), in which the accumulator is properly sized (12 L, 35 bar) accordingly to the specific cylinder and load condition, a recovery efficiency over 60% was found.
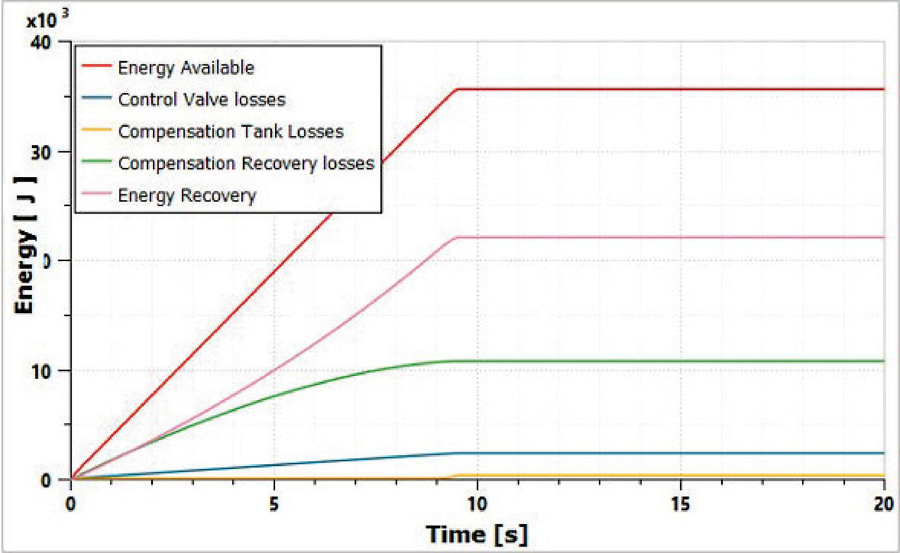
Figure 17 Energy recovered vs energy losses.
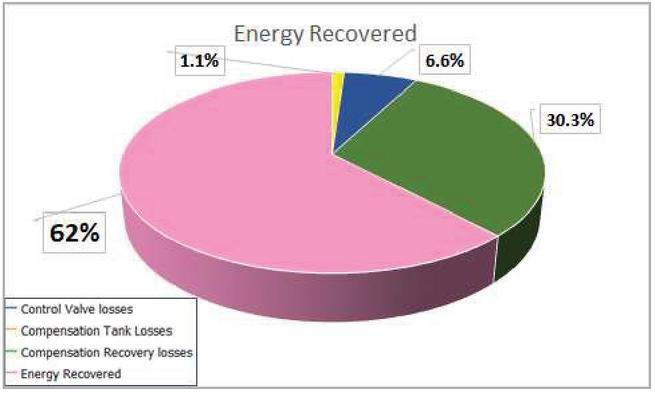
Figure 18 Energy recovered vs energy losses (%).
6 Conclusions and Future Developments
An innovative Flow Sharing architecture is presented in this paper. This system is based on the use of the “Downstream Compensator” that allows to recover energy from both the simultaneous operations of loads at different values of pressure (compensation) and overrunning loads. 4 pressure signals command the compensator, giving the possibility to control overrunning loads speed as a function of main spool displacement. In the paper two experimental tests, that have proved the correct behavior of the system, are shown. Moreover, a numerical model was realized in a lumped parameters software to analyze the energy efficiency of the system. The result of these simulations is the great dependence of energy recovery from the accumulator parameters (volume and pressure precharge). However, thanks to this flow sharing system about 30% of energy is stored in the accumulator, both in compensation and in overrunning loads test.
In a traditional system this recovered energy is normally dissipated in heat. To improve this recovery, a new simplified system was realized. In this condition in which the accumulator is properly sized a recovery efficiency over 60% was found.
The project is actually ongoing; the next activities will concern the method to provide the correct and best compromise sizing of the system, other methods to reduce energy losses and different applications to re-use the stored energy.
At the same time, an industrialized and commercially viable form of the concept will be developed.
Funding
This research is carried out within a PhD program supported by CNR (Consiglio Nazionale delle Ricerche) and Confindustria, operative convention May 2018.
Nomenclature
| Cylinder areas ratio | |
| A | Main spool metering in area |
| A | Main spool metering in area |
| A | Compensator piloting area |
| A | Compensator way to recovery line |
| A | Compensator way to tank line |
| Dp | Pressure drop through metering in area |
| Dp | Pressure drop through metering out area |
| F | Compensator spring force |
| Highest Load Sensing pressure | |
| Pump pressure | |
| p | Accumulator pressure |
| p | Pressure between main spool and compensator |
| p | Pressure on actuator meter out line |
| p | Accumulator precharge pressure |
| Positive power | |
| Q4A | flow to the user 1 |
| Q4B | flow to the user 2 |
| Q | Flow direct to the accumulator |
| Q | Flow to the user (meter in flow) |
| Q | Flow from the user (meter out flow) |
| Q | Flow on the recovery line |
| Q | Flow on the tank line |
| x | Compensator stroke |
| x | Underlap way to recovery line |
| x | Underlap way to tank line |
| Efficiency in lowering test | |
| Efficiency in simultaneous operations test |
References
[1] A. Bonavolontà, C. Dolcin, P. Marani, E. Frosina, A. Senatore (2019) “Comparison of Energy Saving and Recovery Systems for Hydraulic Mobile Machines”, 74rd Conference of the Italian Thermal Machines Engineering Association, ATI 2019, Modena, Italy.
[2] V. Salomaa, T. Minav, J. Mattila and M. Pietola, “Efficiency study of an electro-hydraulic excavator”. In H. Murrenhoff (Ed.), Fluid power networks: proceedings: 19th–21th March 2018 : International Fluid Power Conference (Vol. 2). RWTH Aachen.
[3] J. Lodewyks, P. Zurbrügg (2016) “Decentralized energy-saving hydraulic concepts for mobile working machines”, 10th International Fluid Power Conference, Dresden, Germany.
[4] P. Casoli, L. Riccò, F. Campanini, C. Dolcin, A. Lettini (2016) “Hydraulic Hybrid Excavator: Layout Definition, Experimental Activity, Mathematical Model Validation and Fuel Consumption Evaluation”.
[5] M. Vukovic, R. Leifeld, H. Murrenhoff (2016) STEAM – “Hydraulic hybrid architecture for excavators”, 10th International Fluid Power Conference, Dresden, Germany.
[6] M. Schneider, O. Koch, J. Weber, M. Bach, G. Jacobs (2014) “Green Wheel Loader – Development of an energy efficient drive and control system”, 9th International Fluid Power Conference, Aachen, Germany.
[7] M. Inderelst, F. Weidner, N. Dongdong, C. Stammen (2018) “Quantification of Energy Saving Influencers in a 21t ExcavatorHydraulic System – A Holistic Investigation”, 11th International Fluid Power Conference, Aachen, Germany.
[8] T. Minav, H. Hanninen, A. Sinkkonen, L. Laurila, J. Pyrhonen. (2014) “Electric or Hydraulic Energy Recovery Systems in a Reach Truck – A Comparison. Journal of Mechanical Engineering 60(4), pp. 232–240.
[9] P. Marani, M. Milani, D. Mesturini, U. Busani. (2018) “Experimental Evaluation of the New Meter Out Sensing Architecture”, 11th International Fluid Power Conference, Aachen, Germany.
[10] R. Peña O. and J. Leamy M. (2015), “An efficient architecture for energy recovery in hydraulic elevators”, International Journal of Fluid Power, 16(2) pp. 83–98.
[11] D. Mesturini, C. Dolcin, U. Busani, P. Marani, A. Bonavolontà, E. Frosina (2020), “Optimization Of Directional Control Valves Through Downstream Compensation Approach”, 10th International Fluid Power Conference, Dresden, Germany.
[12] Y. Aoki, K. Uehara, K. Hirose, T. Karakama, K. Morita, T. Akiyama, “Load Sensing Power Systems”, SAE Technical Paper 941714, 1994.
Biographies

Antonella Bonavolontà is an engineer working on the study and optimization on valves in the fluid power field. From 2017 to 2022, she was involved in Fluid Power Research, getting her Ph.D. at the University of Naples Federico II in 2020; working in both academic and industrial sectors, her research interest was in the design optimization of valves by means of numerical modeling and in prototype development and testing.

Emma Frosina is an Assistant Professor at the Department of Engineering of the University of Sannio Benevento. She received her M.S. Degree in Mechanical Engineering from the University of Naples Federico II in 2012 and her Ph.D. Degree in Mechanical Systems Engineering in 2016. She is the author of over 50 scientific papers published in peer-reviewed international journals and in international conference proceedings. Her research interests are in the fluid power field where she is mainly specialized in modeling and optimization of components (machines, valves, etc.) using numerical approaches (both lumped parameter and three-dimensional CFD) and testing.

Pietro Marani is researcher at CNR-STEMS (Institute of Science and Technology for Energy and Mobile Sustainability of the National Research Council of Italy), formerly IMAMOTER.
Received his Ph.D. in Mechanical Engineering from Modena and Reggio Emilia University.
Author of several papers and of two patents, his main research interests are energy saving architectures for mobile machines, lumped parameter simulation and innovative sensors.

Davide Mesturini has been Research & Development Manager at Walvoil, Interpump Group, since 2015. Graduated in Mechanical Engineering at Politecnico di Torino in 1998 and specialized in Hydraulics, he obtained a Master in Technology & Innovation Management at Bologna Business School. Since 1999 he has been working in the hydraulic field as Project Leader, Application Engineer and Technical Manager, focusing in particular on Directional Control Valves. He has published several works and participated in several conferences; he has acquired various patents and recently received an international award for hydraulic innovation. Today he carries out research mainly on efficient and sustainable solutions for the mobile machinery hydraulic.

Cesare Dolcin received his M.S. Degree in Mechanical Engineering from University of Bologna in 1996; after being appointed Army’s Officer by SACA of Sabaudia in 1997 and getting a post-degree in Space System from University of Padua in 1998, he took a B.S. in Physics from University of Modena in 2011. After working seven years in the field of components for alternative fuels and low emission vehicles, in 2005 he joined Walvoil (now member of Interpump Group) as Test Department Manager. His research activities regard fluid power components application to off-highway mobile machines, mainly involving aspects of energy management (saving and recovery) and metal fatigue behaviour.

Ulderico Busani has been Head of Directional Control Valves Design at Walvoil, Interpump Group, since 2001. He graduated in Mechanical Engineering at University of Bologna in 1986. He worked in After Sales for 7 years, then he joined the design team, where he developed several Directional Control Valves especially for off-road construction, agriculture and material handling vehicles. He published several works and patents, for example the DPX100. His research is currently focused in increasing components efficiency.
International Journal of Fluid Power, Vol. 24_1, 99–124.
doi: 10.13052/ijfp1439-9776.2415
© 2023 River Publishers